
Czy S235 to już przeszłość?
S jak Stal
Najczęściej stosowane gatunki stali w budownictwie to S235, S275, S355 i S460. Są to stale walcowane termomechanicznie, gdzie „S" oznacza „Stal konstrukcyjna", a liczba wskazuje granicę plastyczności w MPa. Na przykład S355 ma granicę plastyczności wynoszącą 355 MPa, co jest o 50% więcej niż w przypadku S235. Mimo że wytrzymałość jest różna, skład chemiczny S235 i S355 jest niemal identyczny. Różnica polega głównie na technikach walcowania i chłodzenia, które wpływają na właściwości mechaniczne, takie jak granica plastyczności i wytrzymałość na rozciąganie.
S355 jest czasem uważany za stal wysokowytrzymałą, ponieważ S235 był standardem przez długi czas. Jest to jednak błędne określenie. Stal jest uznawana za stal wysokowytrzymałą dopiero od S690 wzwyż, która jest stosowana głównie w takich branżach jak produkcja dźwigów i przemysł offshore. Stale te uzyskują wysoką wytrzymałość dzięki zwiększonej zawartości węgla, co skutkuje odmiennym składem materiału, metodologią produkcji i bardziej rygorystycznymi wymaganiami dotyczącymi spawania. W niniejszym artykule nie będziemy dalej omawiać pozostałych gatunków stali i skupimy się na porównaniu S235 z S355 lub S460. Rysunek 1 przedstawia schematyczny wykres naprężenie-odkształcenie oraz właściwości mechaniczne różnych gatunków stali. Widać, że przy wyższych gatunkach stali wytrzymałość na rozciąganie wzrasta, natomiast wydłużenie przy zerwaniu maleje. Sztywność wynikająca z modułu sprężystości pozostaje taka sama.
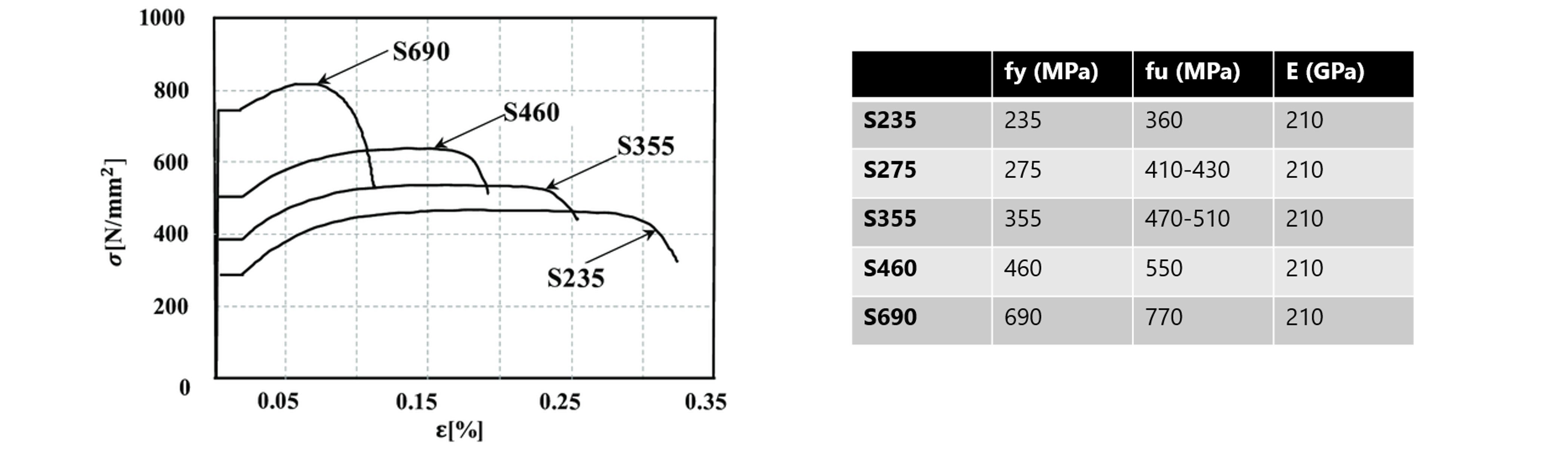
Rysunek 1: Wykres naprężenie-odkształcenie oraz właściwości mechaniczne różnych gatunków stali.
S235 jako standard w budownictwie jest przestarzały
Potencjał S355 lub S460 jest ograniczony przez stosowanie S235 jako standardu w budownictwie. Co znamienne, koszt i zużycie energii na kilogram dla stali S235, S275, S355 i S460 są niemal takie same, podczas gdy S355 i S460 mogą oferować znacznie lepsze właściwości użytkowe.
Wprowadzenie S355 jako standardu umożliwia realizację bardziej zrównoważonych konstrukcji. Jest to zatem logiczny krok, podobny do ewolucji w zakresie zbrojenia. Tam, gdzie wcześniej stosowano QR/FeB 220, dziś standardem jest FeB 500. Nikt nie stosowałby teraz FeB 220 w nowych konstrukcjach betonowych.
„Czy świat betonu jest bardziej innowacyjny niż świat stali?"
Korzyści i obawy
Główną zaletą stosowania wyższych gatunków stali jest możliwość optymalizacji zużycia materiału przy tej samej wytrzymałości, poprzez smuklejsze profile i zmniejszenie grubości blach. Mniejsze zużycie materiału oznacza mniej stali, a tym samym niższe koszty ekonomiczne. Ponadto prowadzi to nie tylko do oszczędności kosztów w euro, ale także do mniejszej emisji CO2, co przyczynia się pozytywnie do realizacji celów klimatycznych, ponieważ produkcja stali odgrywa istotną rolę w emisjach.
Korzyść ta jest widoczna nie tylko w samej konstrukcji stalowej, ale również w transporcie, montażu i ewentualnie lżejszym projektowaniu fundamentu, co również przekłada się na oszczędności materiałowe, kosztowe i energetyczne. Ponadto smuklejsze profile umożliwiają łatwiejsze projektowanie połączeń, co może skutkować mniejszymi objętościami spoin.
Z drugiej strony, oczywiście, przy stosowaniu wyższych gatunków stali należy wziąć pod uwagę pewne obawy. Gdy stosuje się smuklejsze przekroje stalowe lub cieńsze blachy, wzrasta prawdopodobieństwo lokalnego wyboczenia (fałdowania). Ponadto zastosowanie stali o wyższej wytrzymałości nie wpływa bezpośrednio na sztywność, co może prowadzić na przykład do większych ugięć przy smuklejszym przekroju belki. Wreszcie istnieją również bardziej szczegółowe wymagania dotyczące spawania stali o wyższej wytrzymałości, ale dotyczy to głównie stali od S460 wzwyż.
Zastosowanie stali o wyższej wytrzymałości wpływa również na minimalną grubość spoiny w sprawdzeniu normowym szczegółów w IDEA zgodnie z FprEN 1993-1-8:2023 Art. 6.9(4). Poniższa tabela pokazuje, jak minimalna grubość spoiny wzrasta przy wyższych wytrzymałościach stali.
| Gatunek stali | 1.1 ∙ fy,plate/fu,plate | Minimalna grubość spoiny | ||
| S235 | 0,72 | a ≥ 0,33 ∙ t | ||
| S275 | 0,70 | a ≥ 0,34 ∙ t | ||
| S355 | 0,80 | a ≥ 0,46 ∙ t |
Wymaga to niekiedy stosowania grubszych spoin. Jest to jednak kompensowane faktem, że objętość spawania można zmniejszyć poprzez zastosowanie lżejszych przekrojów profilowych lub cieńszych blach.
Oblicz swoją przewagę – S235 vs S355 w IDEA StatiCa Connection
W poniższym przykładzie dokonujemy porównania połączenia wykonanego w S235 i S355. Badamy przy tym, czy zastosowanie S355 może przyczynić się do oszczędności materiałowych.
Analizujemy połączenie słup-belka z płytą czołową, gdzie połączenie można uznać za podatne (elastyczne). Przeprowadzono analizę sztywności dla różnych sytuacji przy użyciu IDEA StatiCa w celu zbadania wpływu na wykres moment-obrót, nośność na moment i mechanizm zniszczenia. Oryginalne połączenie wykonane jest w całości z S235 i składa się z sześciu śrub M16 8.8, płyty czołowej o grubości 10 mm oraz podwójnych spoin pachwinowych o grubości 5 mm dla pasów i 3 mm dla środnika. Słup to przekrój HEA200, a belka to przekrój IPE220. Rysunek 2 przedstawia połączenie i wyniki dla różnych sytuacji.
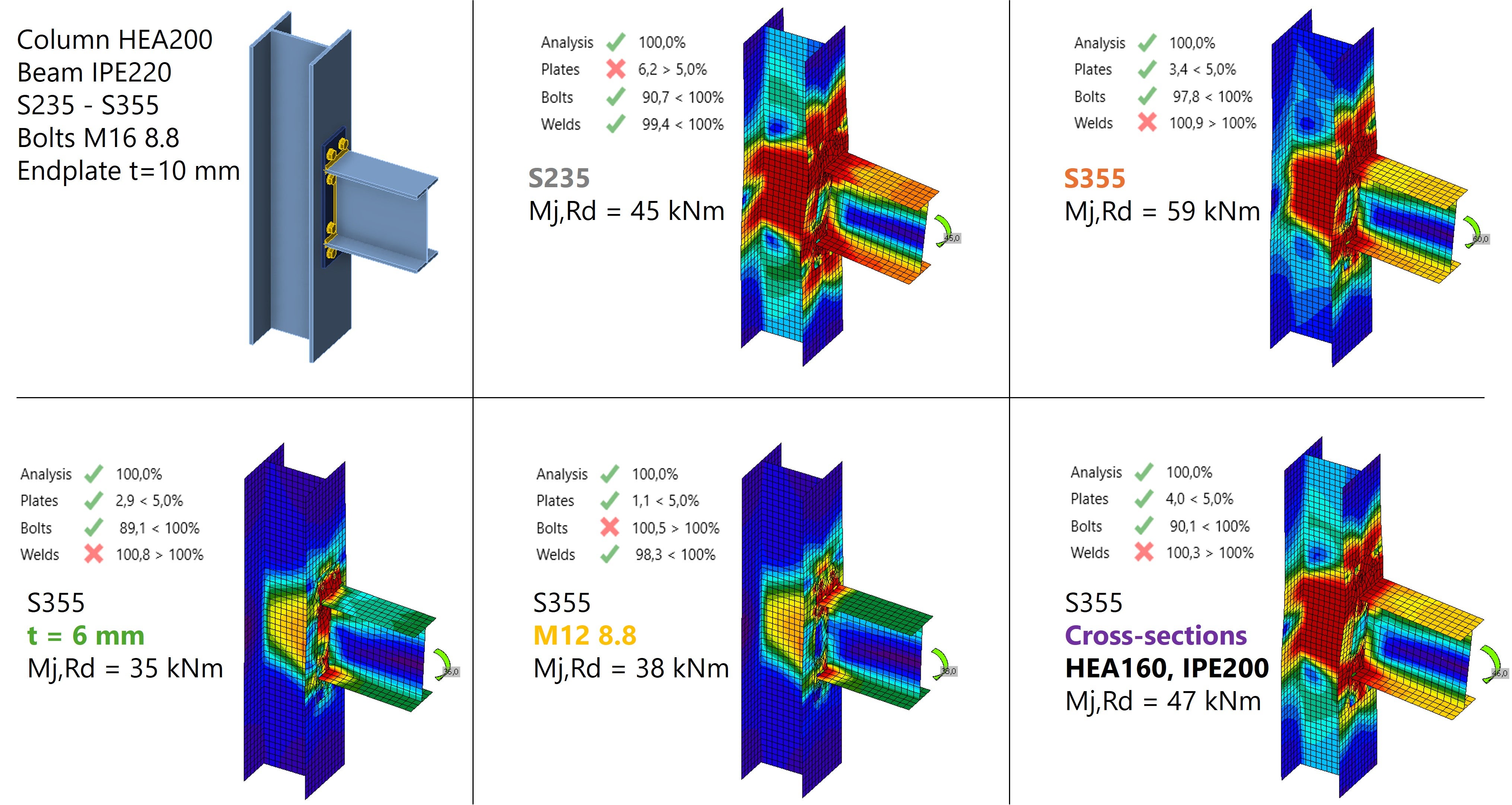
Rysunek 2: Przegląd połączenia i wyników.
Dla każdej sytuacji przeprowadzono analizę sztywności za pomocą IDEA StatiCa Connection, a wyniki zostały nałożone na wykres moment-obrót na Rysunku 3. Następnie każda sytuacja jest wyjaśniona bardziej szczegółowo. Zaczynamy od połączenia wykonanego w S235 i S355. Następnie sprawdzamy, czy możemy zmodyfikować połączenie w celu zmniejszenia objętości materiału i spoin, aby obniżyć koszty.
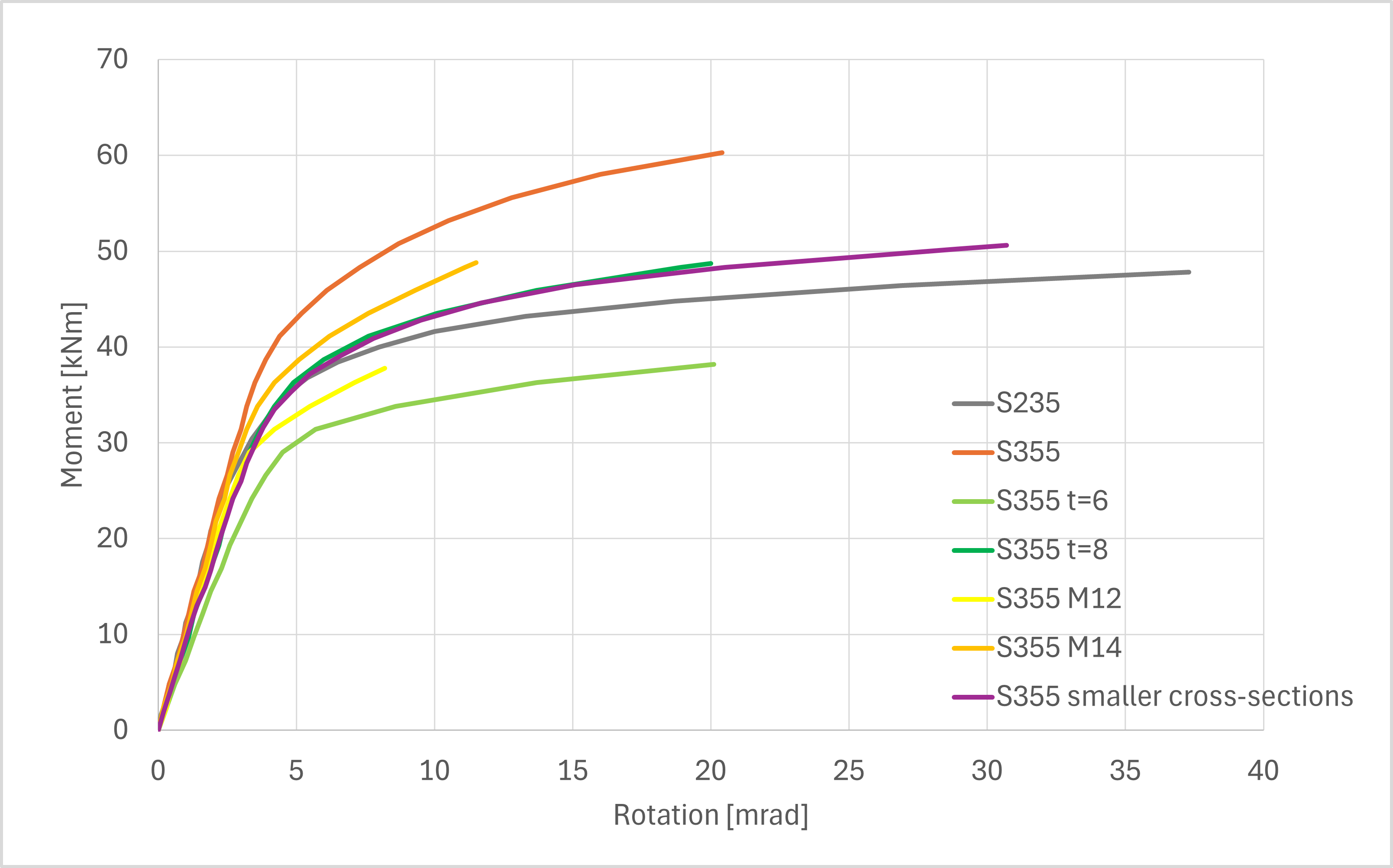
Rysunek 3: Wykres moment-obrót dla różnych obliczonych sytuacji.
- S235:
Złącze wykonane w S235 osiąga nośność na moment wynoszącą około Mj,Rd = 45 kNm. Złącze wykazuje odpowiednią zdolność do odkształceń, ponieważ mechanizm zniszczenia jest wyznaczany przez plastyczne odkształcenie środnika słupa.
- S355
Dla tego samego złącza wykonanego w S355 początkowa sztywność obrotowa pozostaje niezmieniona (patrz Rysunek 3). Ponieważ moduł sprężystości i geometria pozostają takie same, sztywność nie ulega zmianie. Jednak nośność na moment złącza wzrasta, przy czym Mj,Rd dla S355 jest o około 30% wyższe niż dla S235. Mimo że wytrzymałość wzrasta, zdolność do odkształceń maleje wraz ze zmianą mechanizmu zniszczenia. Przy S235 środnik słupa osiąga 5% odkształcenia plastycznego, natomiast przy S355 spoiny na płycie czołowej osiągają maksymalne dopuszczalne naprężenie, co prowadzi do mniej ciągliwego mechanizmu zniszczenia.
Aby uzyskać tę samą nośność na moment przy S355 co przy S235, złącze można zoptymalizować pod kątem oszczędności materiałowych. Można to osiągnąć poprzez zastosowanie cieńszej płyty czołowej, mniejszych śrub lub zmniejszenie przekrojów profilowych słupa i belki.
- S355 mniejsze śruby
Przy zastosowaniu śrub M14 lub M12 8.8 zamiast M16 wartość Mj,Rd ulega zmniejszeniu, ale zdolność do odkształceń również znacznie maleje, jak pokazano na Rysunku 3. Zmniejszając rozmiar śrub, zachowuje się początkową sztywność połączenia, ale traci się zdolność do odkształceń i wytrzymałość, ponieważ mechanizm zniszczenia przesuwa się na śruby. Na podstawie tej obserwacji i ze względu na to, że ilość zaoszczędzonego materiału jest znikoma, nie jest korzystne stosowanie lżejszych śrub. Należało się tego spodziewać, ponieważ sama klasa śrub nie jest zwiększona.
- S355 cieńsza płyta czołowa
Przy zmniejszeniu grubości płyty czołowej traci się wytrzymałość i sztywność, ale zachowuje się zdolność do odkształceń, ponieważ płyta czołowa będzie uplastyczniać się. Przy płycie czołowej t = 6 mm sztywność i nośność na moment są znacznie zmniejszone. Jednak przy t = 8 mm osiąga się w przybliżeniu takie samo Mj,Rd jak przy S235, ale przy zmniejszonej grubości blachy. Pozwala to zaoszczędzić materiał bez znaczącego negatywnego wpływu na sztywność i wytrzymałość złącza.
- S355 smuklejsze profile
Gdy grubość płyty czołowej pozostaje na poziomie 10 mm, ale przekroje słupa i belki są zmniejszone do punktu, w którym Mj,Rd wynosi około 45 kNm, skutkuje to równą nośnością na moment i odpowiednią zdolnością do odkształceń, ale przy mniejszym zużyciu materiału. W tym przypadku przekroje są zmniejszone odpowiednio z HEA200 i IPE220 do HEA160 i IPE200.
Wnioski
Poprzez zwiększenie wytrzymałości stali można zaoszczędzić materiał dzięki modyfikacjom blach połączenia lub przekrojów profilowych. Zmniejszenie przekrojów jest najbardziej efektywne i ekonomiczne, ponieważ zapewnia największą redukcję masy, kosztów i emisji CO₂. Jednocześnie zachowana jest wytrzymałość i sztywność złącza, co stanowi zrównoważone rozwiązanie.
Należy jednak pamiętać, że zmniejszenie pola przekroju poprzecznego bezpośrednio wpływa na ugięcie elementów, co musi być analizowane w szerszym kontekście projektowania. Ponadto wzrost wytrzymałości stali może prowadzić do zmiany mechanizmu zniszczenia, ze zwiększonym ryzykiem kruchego pęknięcia, takim jak zniszczenie śrub lub wyższe naprężenia w spoinach. Nie zawsze jest to pożądane, ponieważ obniża zdolność do odkształceń złącza.
Jeśli jednak zostanie to uwzględnione w szczegółach złącza, a grubości spoin są zgodne ze sprawdzeniem normowym szczegółów w IDEA StatiCa Connection, które uwzględnia zasadę, że blachy muszą najpierw uplastycznić się przed kruchym pęknięciem spoin, to zwiększenie gatunku stali i optymalizacja złącza jest świadomym i skutecznym wyborem.
Na koniec pragnę podkreślić, że niniejsze porównanie zostało przeprowadzone specjalnie dla tego złącza, a wnioski i parametry będą się różnić w zależności od złącza. Aby jednak uzyskać ogólny obraz, musimy uwzględnić całą konstrukcję w naszym badaniu. Dopiero wtedy możemy w pełni ocenić rzeczywisty wpływ sztywności i wytrzymałości zarówno w złączu, jak i w elementach. Być może zostanie to zbadane szerzej w kolejnym artykule.
Źródła
- Li, Y., Lee, C.-C., & Cai, Y. (2023). Recent research advances in high-performance steel tubular members: Material properties, stub columns, and beams. Buildings, 13(11), 2713. https://doi.org/10.3390/buildings13112713
- Greven, S. X. (2013, October). Why S235 is obsolete. Building with Steel, 235. https://www.duurzaaminstaal.nl/upload/File/BMS_235_S235.pdf
- Romeijn, E., & Luijendijk, T. (2009). Construction high-strength steel makes different demands on welding. Metal magazine, 9, 30-32.
