Baza wiedzy
Sprawdzenie normowe spoin według norm indyjskich
02.04.2020
Spoiny są projektowane zgodnie z IS 800, Cl. 10.5.10.1.1.
Spoiny czołowe
Weryfikacja spoin czołowych z pełnym przetopem nie jest przeprowadzana, ponieważ przyjmuje się, że mają one taką samą nośność jak profil, o ile materiał podstawowy dla spoiny czołowej jest lepszy od materiału profilu (IS 800:2007, 10.5.7.1.2).
Spoiny pachwinowe
Spoiny pachwinowe są sprawdzane zgodnie z IS 800, Cl. 10.5.10.1.1:
\[ f_e = \sqrt{f_a^2 + 3q^2} \le f_{wd} = \frac{f_u}{\sqrt{3} \gamma_{mw}} \]
gdzie:
- \( f_e \) – naprężenie zastępcze w spoinie
- \( f_a \) – naprężenia normalne, ściskające lub rozciągające, od siły osiowej lub momentu gnącego
- \( q \) – naprężenie ścinające od siły poprzecznej lub rozciągania
- \( f_{wd} \) – obliczeniowa wytrzymałość spoiny pachwinowej
- \( f_u \) – mniejsza z wytrzymałości na rozciąganie spoiny lub materiału podstawowego; przyjmuje się, że wytrzymałość elektrody spawalniczej jest wyższa niż materiału podstawowego
- \( \gamma_{mw} \) – częściowy współczynnik bezpieczeństwa dla spoin – IS 800, Tabela 5; edytowalny w ustawieniach normy
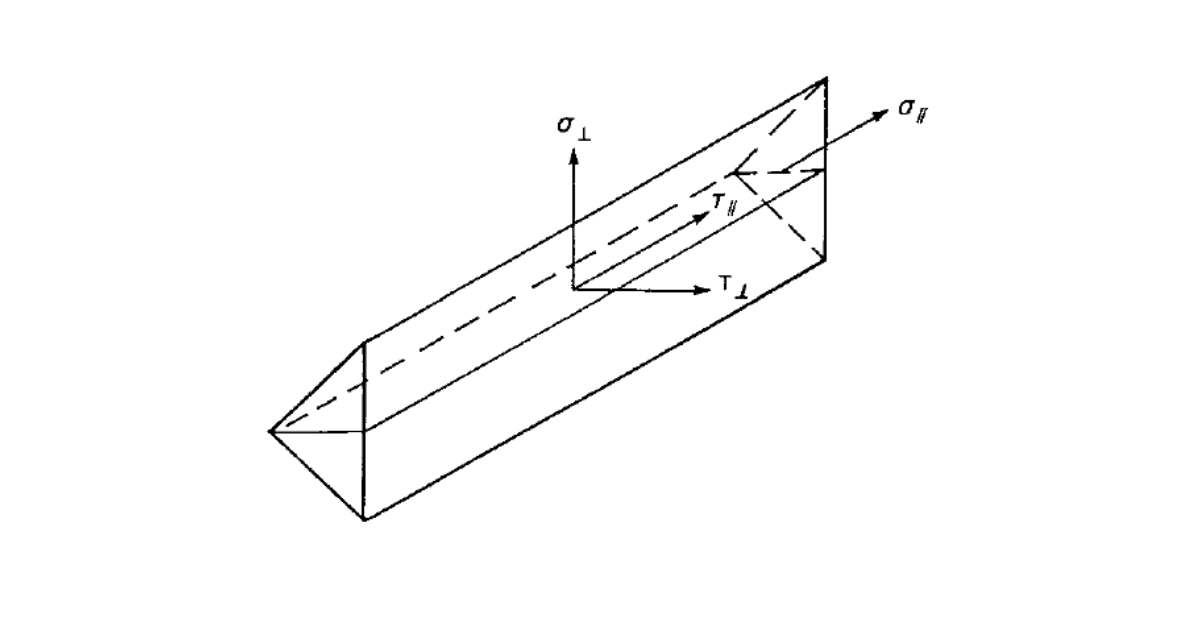
Wykresy spoin przedstawiają naprężenia według następującego wzoru:
\[ \sigma = \sqrt{\sigma_{\perp}^2 + \tau_{\perp}^2 + 3 \tau_{\parallel}^2 } \]
