Rus standartlarına göre cıvataların ve ön yüklemeli cıvataların kod kontrolü
Cıvatalar
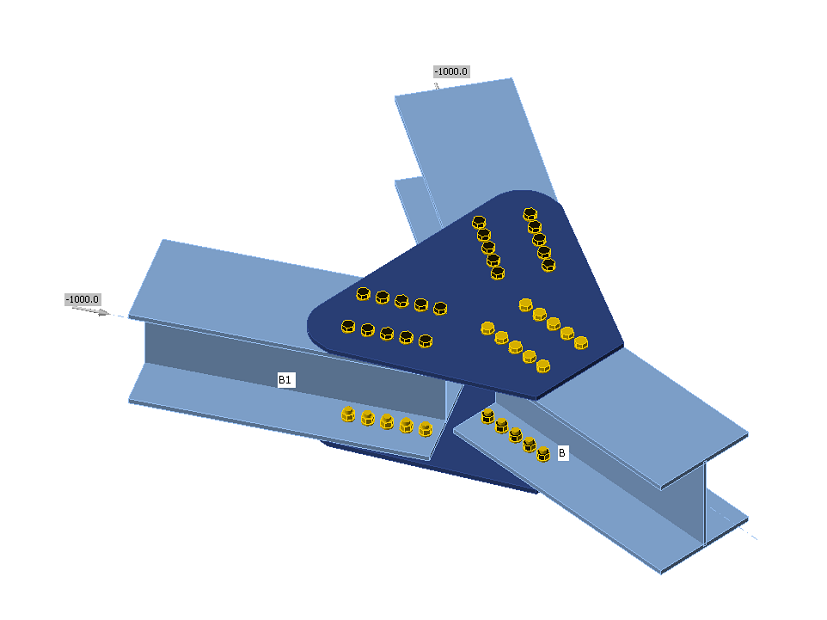
Cıvatalar SP 16, Md. 14.2'ye göre kontrol edilir. Her cıvatadaki çekme ve kesme kuvveti sonlu elemanlar analizi ile belirlenir. Kaldıraç kuvvetleri sonlu elemanlar analizi ile belirlenir ve dikkate alınır. Her kesme düzlemi ayrı ayrı kontrol edilir. Yatak basıncındaki levha, yakın düzlemlerdeki kesme kuvvetlerinin toplamına göre kontrol edilir.
Kesmeye maruz cıvata
Tasarım kesme kuvvetine maruz bir cıvata, Md. 14.2.9'a göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ N_s \le N_{bs} = R_{bs} A_b \gamma_b \gamma_c \]
burada:
- Ns – cıvatanın bir düzlemindeki kesme kuvveti
- Nbs – cıvatanın kesme dayanımı
- Rbs – cıvatanın tasarım kesme mukavemeti – SP 16, Tablo 5
- Ab – cıvatanın brüt kesit alanı
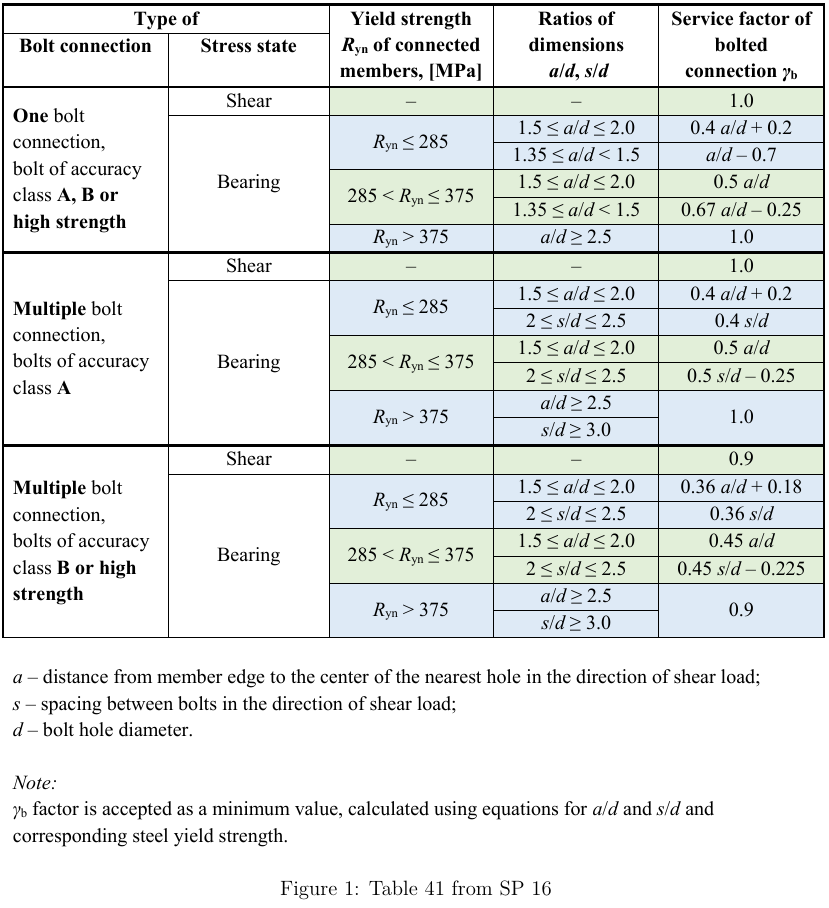
- γb – cıvatalı birleşim hizmet faktörü – SP 16, Tablo 41 – γb = 1.0 tek cıvatalama ve A doğruluk sınıfı ile çok cıvatalama için, γb = 0.9 çok cıvatalama ve B doğruluk sınıfı ile yüksek mukavemetli cıvatalar için (Rbun ≥ 800 MPa)
- γc – hizmet faktörü – SP 16, Tablo 1, Kod ayarlarında düzenlenebilir
| Rbyn [MPa] | Rbs [MPa] |
| \(R_{byn} \le 300 \) | \(0.42 \cdot R_{bun} \) |
| \(300 < R_{byn} \le 400 \) | \(0.41 \cdot R_{bun} \) |
| \(400 < R_{byn} \le 936 \) | \(0.40 \cdot R_{bun} \) |
| \(936 > R_{byn} \) | \(0.35 \cdot R_{bun} \) |
Her kesme düzlemi ayrı ayrı kontrol edilir.
Çekmeye maruz cıvata
Tasarım çekme kuvvetine maruz bir cıvata, SP 16, Md. 14.2.9'a göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ N_t ≤ N_{bt} = R_{bt} A_{bn} \gamma_c \]
burada:
- Nt – cıvatadaki çekme kuvveti
- Nbt – cıvatanın çekme dayanımı
- Rbt – tasarım çekme mukavemeti – SP 16, Tablo 5
- Abn – cıvatanın net kesit alanı
- γc – hizmet faktörü – SP 16, Tablo 1, Kod ayarlarında düzenlenebilir
| Rbun [MPa] | Rbt [MPa] |
| \(R_{bun} < 830 \) | \(0.45 \cdot R_{bun} \) |
| \(830 \le R_{bun} < 1040 \) | \(0.54 \cdot R_{bun} \) |
| \(R_{bun} \ge 1040 \) | \(0.70 \cdot R_{bun} \) |
Birleşik kesme ve çekmeye maruz cıvata
Aynı anda kesme ve çekme kuvvetlerine maruz bir cıvata, SP 16, Md. 14.2.13'e göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ \sqrt{\left ( \frac{N_t}{N_{bt}} \right ) ^2 + \left ( \frac{N_s}{N_{bs}} \right ) ^2} \le 1.0 \]
burada:
- Nt – cıvatadaki çekme kuvveti
- Nbt – cıvatanın çekme dayanımı
- Ns – cıvatanın bir düzlemindeki kesme kuvveti
- Nbs – cıvatanın kesme dayanımı
Yatak basıncına maruz cıvatalar
Kesmede çalışan bir cıvata nedeniyle yatak basıncına maruz bir levha, SP 16, Md. 14.2.9'a göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ N_s ≤ N_{bp} = R_{bp} d_b t \gamma_b \gamma_c \]
burada:
- Ns – levhaya etkiyen cıvatadaki kesme kuvveti
- Nbp – levhanın yatak basıncı dayanımı
- Rbp – yatak basıncı tasarım mukavemeti; Rbp = 1.6 · Ru A doğruluk sınıfı için ve Rbp = 1.35 · Ru B doğruluk sınıfı için – SP 16, Tablo 5
- Run – birleştirilen elemanın kopma mukavemeti
- db – cıvata çapı
- t – levha kalınlığı
- γb – cıvatalı birleşim hizmet faktörü – SP 16, Tablo 41
- γc – hizmet faktörü – SP 16, Tablo 1, Kod ayarlarında düzenlenebilir
Her levha ayrı ayrı kontrol edilir ve en kötü durum gösterilir. SP 16, detaylandırma sınırları dışındaki durumlar için cıvatalı birleşim hizmet faktörü γb'yi göstermemektedir. Bu nedenle, bu tür durumlar için yatak basıncı kontrolü yapılmaz.
Sürtünme tipi birleşimler
Sürtünme tipi birleşimlerde, kaymanın sınırlandırılması ve SP 16, Md. 14.3'e göre kontrol edilmesi gerekir. Bu cıvatalar ayrıca, kayma gerçekleştikten sonra nihai limit durum için yatak tipi olarak da kontrol edilmelidir. Kesme kuvvetine maruz bir cıvata aşağıdaki koşulu sağlamalıdır:
\[ N_s \le N_{bf} = Q_{bh} \gamma_b \gamma_c \]
burada:
- Ns – bir ön yüklemeli cıvata ve bir sürtünme düzlemine etkiyen kesme kuvveti
- Nbf – bir ön yüklemeli cıvata ve bir sürtünme düzleminin kayma dayanımı
- Qbh = Rbh Abn μ / γh – bir ön yüklemeli cıvata ve bir sürtünme düzleminin tasarım kayma dayanımı
- Rbh = 0.7 · Rbun – ön yüklemeli cıvatadaki tasarım ön yükü – SP 16, Md. 6.7
- Rbun – cıvatanın kopma çekme dayanımı
- Abn – çekme gerilmesi alanı
- μ – ön yüklemeli cıvatalar için sürtünme katsayısı – SP 16, Tablo 42, Kod ayarlarında düzenlenebilir
- γh – cıvata sıkma durumunda katsayı – SP 16, Tablo 42
- Normal delikler: statik yükleme, Δ ≤ 4 mm; dinamik yükleme, Δ ≤ 1 mm:
- γh = 1.12, μ ≥ 0.42 için
- γh = 1.17, 0.35 ≤ μ < 0.42 için
- γh = 1.30, μ < 0.35 için
- Büyütülmüş delikler: statik yükleme, Δ > 4 mm; dinamik yükleme, Δ > 1 mm:
- γh = 1.70, μ < 0.35 için
- γh = 1.35, μ ≥ 0.35 için
- Normal delikler: statik yükleme, Δ ≤ 4 mm; dinamik yükleme, Δ ≤ 1 mm:
- Δ – cıvata deliği çapı ile cıvata çapı arasındaki fark
- γb – sürtünme birleşimi hizmet faktörü – SP 16, Md. 14.3.4
- γc – hizmet faktörü – SP 16, Tablo 1, Kod ayarlarında düzenlenebilir
Statik veya dinamik yükleme Kod ayarlarında belirlenebilir.
| Cıvata sayısı n | \( \gamma_b \) |
| \( n < 5 \) | 0.8 |
| \( 5 \le n < 10 \) | 0.9 |
| \( n \ge 10 \) | 1.0 |
Etkin arayüz sayısı κ, her arayüz ayrı ayrı kontrol edildiğinden her zaman 1'e eşittir.
SP 16, Md. 14.3.6'ya göre, birleşik kesme ve çekme yüküne maruz sürtünme tipi birleşimlerdeki cıvatalar için sürtünme birleşimi hizmet faktörü γb şu değerle çarpılır:
\[ \gamma_b = \gamma_b \cdot \left ( 1 - \frac{N_t}{P_b} \right ) \]
burada:
- Nt – cıvatadaki çekme kuvveti
- Pb = Rbh Abn – cıvatadaki ön yük
- Rbh = 0.7 · Rbun – ön yüklemeli cıvatadaki tasarım ön yükü – SP 16, Md. 6.7
- Abn – çekme gerilmesi alanı
Sürtünme tipi birleşimler ayrıca nihai limit durum için de kontrol edilmelidir. Cıvata tipi yatak – çekme/kesme etkileşimine değiştirilmeli, yükler uygun şekilde artırılmalı ve birleşim yeniden kontrol edilmelidir.