Kanada standartlarına göre kaynak kontrol hesabı
Köşe kaynaklarının kontrolü S16-14 - Bölüm 13'e göre yapılır. TBN (Tam Birleşim Nüfuziyetli) alın kaynaklarının dayanımı ana metal ile aynı kabul edilir ve kontrol edilmez.
Köşe kaynakları
Doğrudan kesme ve çekme ya da basınçtan kaynaklanan kesme için dayanım, S16-14 – 13.13.2.2'ye göre tasarlanır. Sonlu Elemanlar Modellemesinde kaynak malzemesinde plastik yeniden dağılım uygulanır.
\[ V_r = 0.67 \phi_w A_w X_u (1+0.5 \sin^{1.5} \theta ) M_w \]
burada:
- ϕw = 0.67 – kaynak metali için dayanım faktörü, Kod ayarlarında düzenlenebilir
- Aw – etkin kaynak boğazının alanı
- Xu – elektrot sınıflandırma numarasına göre belirlenmiş nihai dayanım
- θ – kaynak segmenti ekseninin uygulanan kuvvetin etki doğrultusuna göre açısı (örn., boyuna kaynak için 0°, enine kaynak için 90°)
- \( M_w = \frac{0.85+\theta_1 / 600}{0.85+\theta_2 / 600} \) – çok yönlü köşe kaynakları için dayanım azaltma faktörü; IDEA'da 1.0'a eşittir ve çok yönlü kaynakların dayanımı, en fazla zorlanmış elemanın değerlendirildiği SEA ile belirlenir
- θ1 – incelenen kaynak segmentinin yönelimi
- θ2 – birleşimdeki 90°'ye en yakın kaynak segmentinin yönelimi
Ergime yüzeyinde ana metal kapasitesi:
\[ V_r = 0.67 \phi_w A_m F_u \]
burada:
- Am = z L – ergime yüzeyinin alanı
- z – kaynağın bacak boyu
- L – kaynağın uzunluğu
- Fu – belirtilen çekme dayanımı
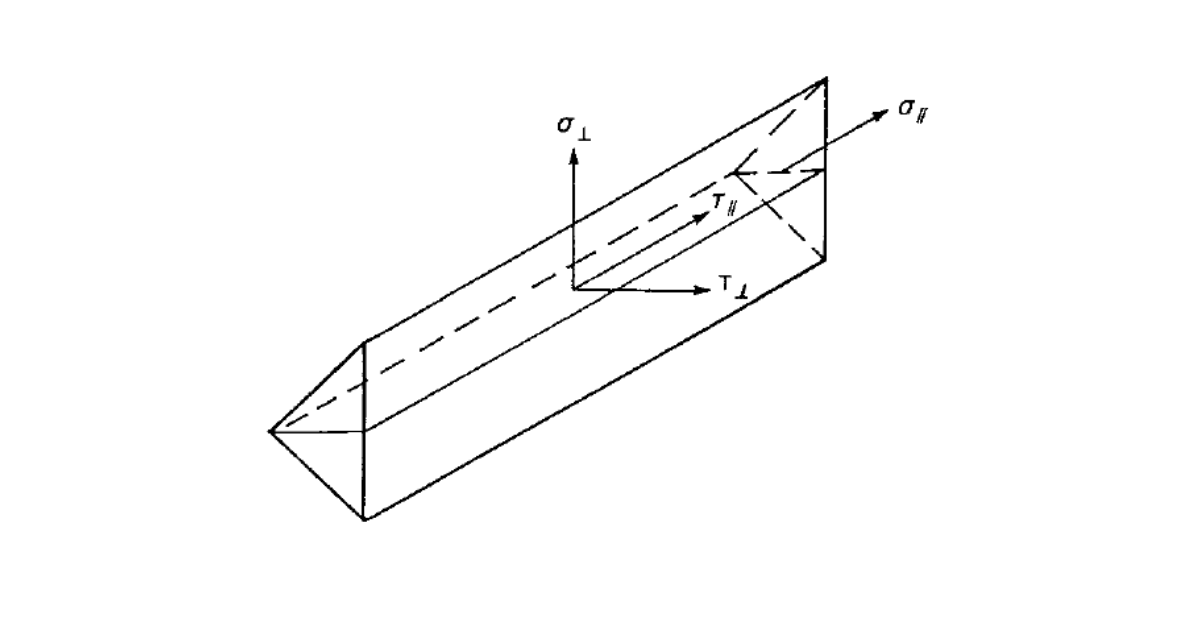
Kaynak diyagramları aşağıdaki formüllere göre gerilmeleri gösterir:
Ana metal devre dışı bırakıldığında (eşleşen elektrot kullanılıyorsa):
\[ \sigma = \frac{\sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 }}{1+0.5 \sin^{1.5}{\theta}} \]
Ana metal etkinleştirildiğinde (eşleşen elektrot kullanılmıyorsa):
\[ \sigma = \max \left \{ \frac{\sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 }}{1+0.5 \sin^{1.5}{\theta}}, \, \frac{\sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 }}{\sqrt{2} F_u / X_u} \right \} \]

TBN alın kaynakları
Tam Birleşim Nüfuziyetli (TBN) alın kaynaklarının dayanımı, ana metalin dayanımı olarak kabul edilir.