Modèle de soudure CBFEM : Validation et Vérification
Plusieurs options existent pour le traitement des soudures dans les modèles numériques. Les grandes déformations rendent l'analyse mécanique plus complexe et il est possible d'utiliser différentes descriptions de maillage, différentes variables cinétiques et cinématiques, ainsi que des modèles constitutifs. Les différents types de modèles géométriques 2D et 3D, et donc les éléments finis avec leurs niveaux de précision applicables, sont généralement utilisés. Le modèle de matériau le plus couramment utilisé est le modèle de plasticité classique indépendant de la vitesse, basé sur le critère de plasticité de von Mises. Deux approches utilisées pour les soudures sont décrites.
Connexion directe des plaques
La première option du modèle de soudure entre plaques est une fusion directe des maillages, comme illustré à la Figure 1. La charge est transmise par des contraintes force-déformation basées sur la formulation lagrangienne à la plaque opposée. L'assemblage est appelé contrainte multi-points (MPC) et relie les nœuds des éléments finis d'un bord de plaque à un autre. Les nœuds des éléments finis ne sont pas connectés directement. L'avantage de cette approche est la capacité de connecter des maillages de densités différentes. La contrainte permet de modéliser la surface médiane des plaques connectées avec un décalage qui respecte l'épaisseur réelle des plaques. Ce type d'assemblage est utilisé pour les soudures bout à bout à pleine pénétration.
Soudure avec redistribution plastique des contraintes
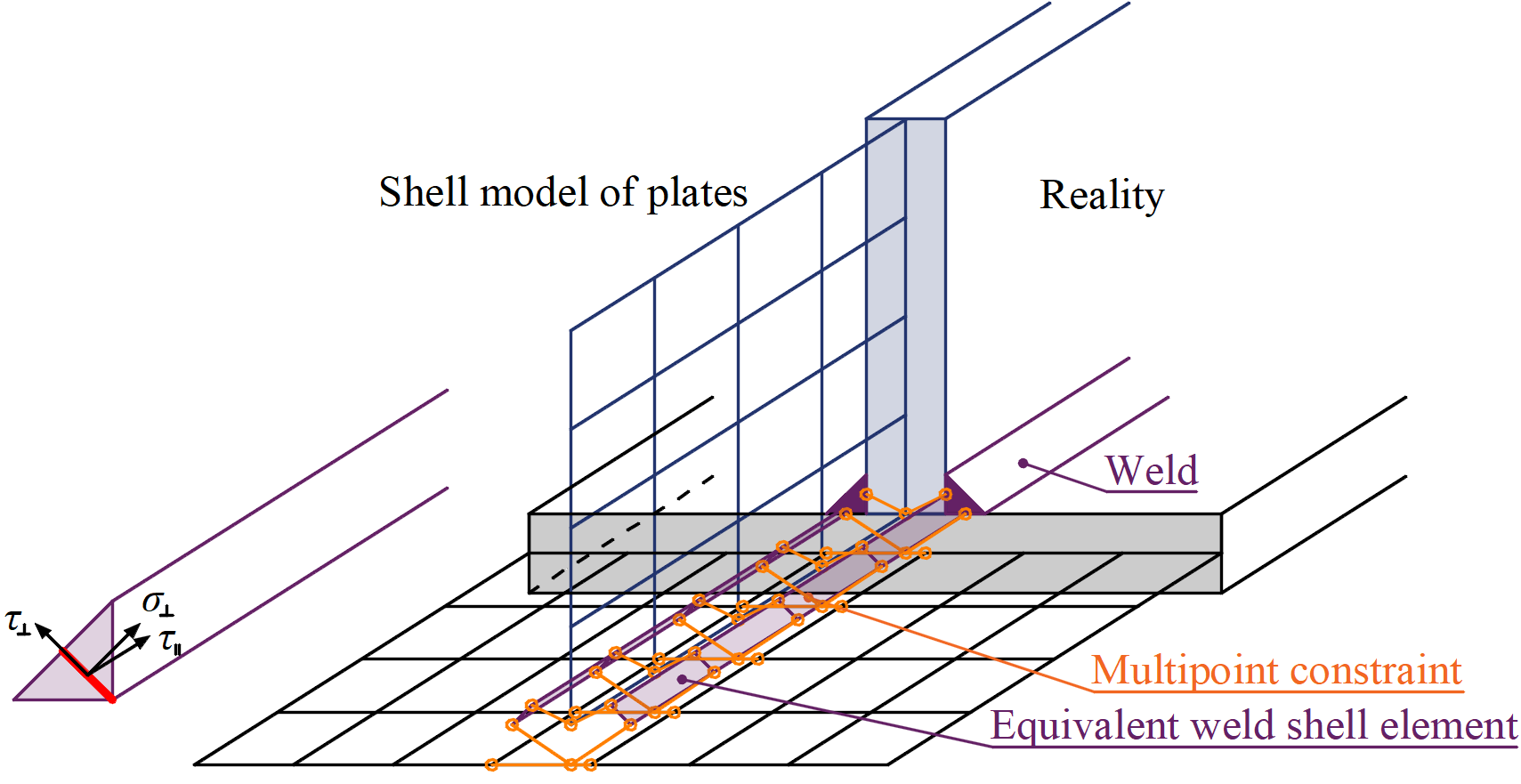
La distribution de charge dans la soudure est dérivée de la MPC, de sorte que les contraintes sont calculées dans la section de gorge. Ceci est important pour la distribution des contraintes dans la plaque sous la soudure et pour la modélisation des tés. Ce modèle ne respecte pas la rigidité de la soudure et la distribution des contraintes est conservative. Les pics de contrainte, qui apparaissent aux extrémités des bords de plaques, dans les coins et les arrondis, gouvernent la résistance sur toute la longueur de la soudure. Pour exprimer le comportement de la soudure, un modèle de soudure amélioré est appliqué. Un élément élastoplastique spécial est ajouté entre les plaques. L'élément respecte l'épaisseur de gorge, la position et l'orientation de la soudure. Le solide de soudure équivalent est inséré avec les dimensions de soudure correspondantes, comme illustré à la Figure 2. L'analyse matérielle non linéaire est appliquée et le comportement élastoplastique dans le solide de soudure équivalent est pris en compte. Les pics de contrainte sont redistribués sur la longueur de la soudure.

Figure 1 : Contrainte entre les nœuds du maillage (soudure bout à bout)
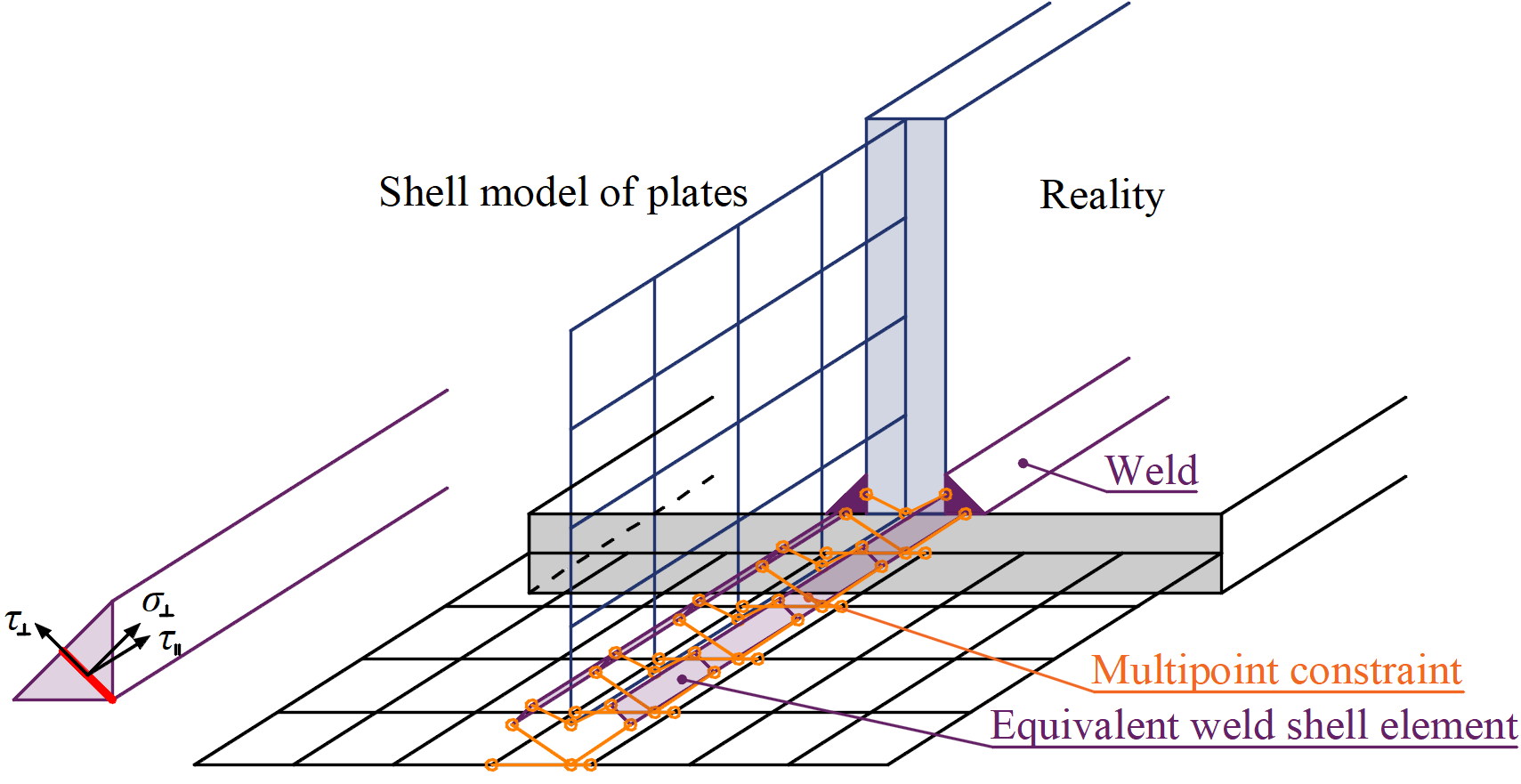
Figure 2 : Contrainte entre l'élément de soudure et les nœuds du maillage (soudure d'angle)
L'objectif des modèles de soudure de calcul n'est pas de reproduire parfaitement la réalité. Les contraintes résiduelles ou le retrait de soudure sont négligés. Les modèles de soudure de calcul sont vérifiés pour leur résistance conformément aux normes pertinentes. Pour chaque norme, un modèle de soudure de calcul approprié est sélectionné. Les résistances des soudures courantes, des soudures sur semelle non raidie, des soudures longues et des groupes de soudures multi-orientées ont été étudiées pour sélectionner les paramètres de l'élément de soudure de calcul.
La déformation plastique est de 5 % de l'épaisseur de gorge de la soudure et est cohérente avec la déformation plastique maximale des plaques.
Vérification
Comparaison avec EN 1993-1-8
Le modèle présenté pour le CBFEM est vérifié sur une soudure d'angle dans un assemblage par recouvrement et une soudure sur semelle non raidie avec le modèle analytique présenté dans EN1993-1-8:2005. Pour l'assemblage par recouvrement, deux plaques, P10 et P20, sont connectées l'une à l'autre dans trois configurations : avec une soudure transversale, avec une soudure longitudinale, et une combinaison des soudures transversale et longitudinale, voir Figure 3 (Wald et al, 2019). La longueur (100–800 mm) et l'épaisseur de gorge (3–10 mm) de la soudure sont les paramètres variables de l'étude. L'étude couvre les soudures longues dont la résistance est réduite en raison de la concentration de contraintes. L'assemblage est chargé par un effort normal uniquement. Le résumé des résultats est présenté à la Figure 4. Il montre que la différence entre les deux méthodes de calcul est dans tous les cas inférieure à 7 %.

Figure 3 : Configurations pour l'étude de sensibilité, avec une soudure transversale, avec une soudure longitudinale et combinaison des deux (non représentée)

Figure 4 : Vérification normative de la prédiction CBFEM d'une soudure d'angle dans un assemblage par recouvrement avec le modèle analytique de EN1993-1-8:2005
Une soudure d'angle reliant une plaque perpendiculairement à une plaque non raidie est étudiée. Le modèle CBFEM est vérifié par rapport au modèle analytique basé sur la largeur efficace beff au §4.1 de EN 1993-1-8:2005. La plaque est connectée à des poteaux à section ouverte et à section caissonnée et chargée en traction. Les semelles de HEB160 à HEB260 sont étudiées. Elles sont connectées avec des plaques de largeur 160–260 mm par des soudures d'épaisseur de gorge de 3 mm. La section caissonnée constituée de deux profilés en U est étudiée pour une largeur de 200 mm et des épaisseurs de 5–11 mm, voir Figure 5 (Wald et al, 2019). Les résultats de cette étude de sensibilité sont présentés à la Figure 6. Les résultats du CBFEM sont comparés aux résultats du modèle analytique et une très bonne concordance est observée. La différence est pour tous les cas de charge inférieure à 10 %.

Figure 5 : Assemblages par soudure d'angle étudiés d'une plaque flexible sur a) une semelle de poteau non raidie à section ouverte et b) une section caissonnée non raidie

Figure 6 : Vérification normative de la prédiction CBFEM d'une soudure d'angle reliant une plaque perpendiculairement à une plaque non raidie avec le modèle analytique de EN1993-1-8:2005
Comparaison avec AISC 360-10
AISC 360-10, Section J2-4 contient un modèle de compatibilité des déformations des soudures. Les soudures longitudinales développent la déformation la plus élevée à la rupture ; de plus, la résistance maximale à la charge est atteinte à une déformation bien plus élevée que dans le cas des soudures transversales ; voir Figure 7. Si un groupe de soudures comportant à la fois des soudures transversales et longitudinales est chargé, les soudures transversales peuvent se rompre avant que les soudures longitudinales n'atteignent leur capacité maximale. Il est donc important de vérifier la compatibilité des déformations des soudures si la résistance maximale à la charge des soudures est estimée lors du calcul.

Figure 7 : Comparaison du modèle élastoplastique proposé pour la soudure avec les essais expérimentaux (Callele et al., 2005)
La norme utilise des formules empiriques pour la déformation de l'élément de soudure. Les formules pour la déformation de l'élément de soudure à la contrainte maximale Δm et à la rupture Δu sont présentées ci-dessous :
Δm = 0,209 (θ + 2)-0,32 w
Δu = 1,087 (θ + 6)-0,65 w ≤ 0,17 w
où w est la taille de la soudure et θ est l'angle entre l'axe longitudinal de l'élément de soudure et la direction de la résultante des forces agissant sur l'élément, en degrés. La déformation de la soudure en fonction de l'angle de chargement θ et de la taille de la soudure est représentée à la Figure 8. En utilisant l'épaisseur de gorge comme dimension de référence de la soudure, le modèle de la norme AISC présente une déformation comprise entre 7 % pour une soudure transversale et 24 % pour une soudure longitudinale. Le modèle CBFEM utilise une valeur constante de déformation de 5 % et est donc plus sécuritaire que le modèle de soudure AISC.

Figure 8 : Déformation de la soudure à la contrainte maximale et à la rupture en fonction de l'angle de chargement (à gauche) et de la taille de la soudure pour les soudures longitudinales et transversales (à droite)
Comparaison avec CSA S16-14
La compatibilité des déformations est traitée en détail dans CSA S16-14. La résistance d'une soudure dans un groupe de soudures multi-orientées est multipliée par un facteur de réduction :
\[ M_w = \frac{0.85 + \theta_1/600}{0.85 + \theta_2/600} \]
où θ1 est l'orientation du segment de soudure considéré et θ2 est l'orientation du segment de soudure dans l'assemblage le plus proche de 90°. La réduction la plus importante concerne un groupe de soudures longitudinales et transversales – 15 % pour la soudure longitudinale, ce qui est équivalent à la réduction dans AISC 360.
La résistance des groupes de soudures multi-orientées est vérifiée par calcul selon AISC et CSA pour les éprouvettes issues des recherches de Callele et al. (2005). Les résistances des groupes de soudures multi-orientées sont quasi identiques ; la plus grande différence entre le modèle de soudure CBFEM et le calcul normatif est de 1,3 %. Dans le Tableau 1, les résultats des soudures uniquement transversales (notées t) et longitudinales (ou inclinées à 45° – notées l) sont également fournis. Dans le CBFEM, la valeur de Mw peut être recalculée à 0,83 pour un groupe de soudures transversales et longitudinales, ce qui est très proche de 0,85 issu de la norme. Cependant, pour un groupe de soudures transversales et inclinées à 45°, le Mw = 0,98 dans le CBFEM contre 0,925 selon la norme CSA.

Tableau 1 : Comparaison du modèle de soudure CBFEM avec le calcul selon AISC 360 et CSA S16-14 pour les groupes de soudures multi-orientées
Validation
La validation du modèle CBFEM proposé est présentée sur la base de trois travaux expérimentaux publiés pour les soudures d'angle :
- Chargées parallèlement (Kleiner, 2018)
- Chargées perpendiculairement (Ng et al, 2002)
- Soudures multi-orientées (Callele et al, 2005)
Les soudures longitudinales (chargées parallèlement) ont été testées de manière intensive à l'Université de Stuttgart. Toutes les soudures testées présentent une branche plastique relativement importante, même si des soudures en acier à haute résistance avec des électrodes de soudage incompatibles ont également été testées. Le modèle de soudure utilisé dans le CBFEM est très conservatif tant en termes de résistance que de déformation plastique ; voir Figure 9 pour un exemple avec un type d'électrode de soudage.

Figure 9 : Comparaison du modèle élastoplastique proposé pour la soudure avec les essais expérimentaux (Kleiner, 2018) pour les soudures longitudinales sur le diagramme contrainte–déformation
Les soudures transversales (chargées perpendiculairement) ont été testées à l'Université de l'Alberta. Des éprouvettes à recouvrement et des éprouvettes cruciformes ont été testées à différentes températures. La résistance de toutes les soudures testées était conservative dans tous les cas par rapport aux normes AISC et CSA, et donc également pour le modèle de soudure CBFEM qui respecte la résistance des soudures selon les normes nationales. La capacité de déformation des soudures transversales est significativement plus faible, en particulier pour les soudures cruciformes. Malheureusement, les soudures cruciformes ne comprenaient que 6 éprouvettes. Il n'est pas précisé dans le rapport si l'acier utilisé présentait des propriétés matérielles suffisantes dans l'épaisseur, c'est-à-dire la valeur ZRd de EN 1993-1-10. Un grand nombre d'assemblages à recouvrement ont été testés avec des classifications et fabricants de métal d'apport variables, des fabricants d'acier de base différents, des tailles de soudure nominales variées et différentes températures d'essai. Tous les assemblages à recouvrement testés présentaient une capacité de déformation supérieure à celle du modèle de soudure proposé dans le CBFEM ; voir Figure 10.
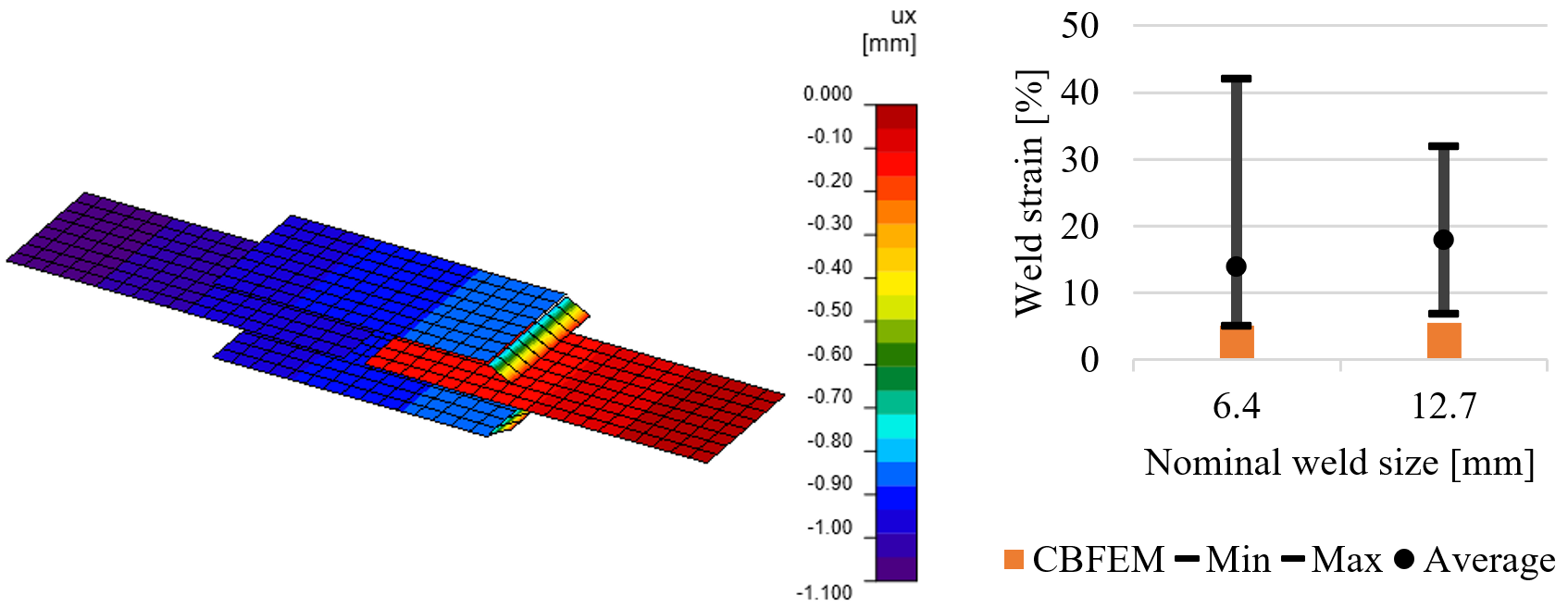
Figure 10 : Comparaison du modèle élastoplastique proposé pour la soudure avec les essais expérimentaux sur assemblages à recouvrement (Ng et al, 2002) pour les soudures transversales en termes de déformation à la rupture
Les groupes de soudures multi-orientées ont été testés à nouveau à l'Université de l'Alberta (Callele et al., 2005). Des électrodes de soudage E70T-7 (résistance à la traction nominale de 480 MPa) avec des tailles de soudure de 12 mm et 8 mm (notation a). L'acier de grade A572, Gr. 50 a été utilisé pour le métal de base. Les soudures transversales et longitudinales sont notées TL (11 éprouvettes) et les soudures transversales et inclinées à 45° sont notées TF (8 éprouvettes). La résistance du groupe de soudures est dans tous les cas bien supérieure à la solution analytique et au modèle de soudure CBFEM ; voir Figure 11. Cela est dû à la résistance plus élevée de la soudure, à une aire de rupture plus grande et au facteur de sécurité utilisé. Les dimensions et la résistance nominales de la soudure ont été utilisées dans le modèle CBFEM. La déformation à la rupture est toujours très proche de la déformation à la charge maximale. Dans tous les cas sauf un (éprouvette TF4), le modèle de soudure CBFEM présente une déformation plus faible.

Figure 11 : Comparaison du modèle élastoplastique proposé pour la soudure avec les essais expérimentaux sur groupes de soudures multi-orientées (Callele et al., 2005)
Conclusion
Le modèle de soudures pour le modèle CBFEM est présenté. Un élément de modèle de soudure par éléments finis orienté vers le calcul a été développé, permettant de vérifier la résistance de calcul donnée dans les normes de calcul pour les soudures d'angle. Le comportement du modèle de soudure a été adapté à la résistance à la charge des soudures ou des groupes de soudures couverts par les normes, plutôt qu'au comportement réel des soudures issu des essais expérimentaux. Le modèle a été vérifié sur des modèles analytiques pour le comportement des soudures selon EN 1993-1-8:2006, AISC 360-10 et CSA S16-14. Les différences entre le modèle de soudure CBFEM et le calcul selon la norme sont inférieures à 10 %. La validation du modèle CBFEM proposé est présentée sur la base de trois travaux expérimentaux publiés et étendus pour les soudures d'angle chargées parallèlement et perpendiculairement à l'axe de la soudure, ainsi que pour le groupe de soudures multi-orientées.
La déformation des soudures est similaire pour le modèle de soudure CBFEM quel que soit l'angle de chargement. La déformation maximale de la soudure est donc très sécuritaire pour les soudures longitudinales et sécuritaire pour les soudures transversales. La compatibilité des déformations n'est donc pas parfaitement respectée. Cependant, une augmentation de la limite de déformation pour les soudures longitudinales affecterait fortement la résistance des soudures longues, ce qui est en bon accord avec les résultats.
Références
AISC 360-16:2010, Specification for Structural Steel Buildings, AISC, Chicago, 2010.
CSA Group, S16-14: Design of steel structures, 178 Rexdale Boulevard, Toronto, Ontario, Canada M9W 1R3, 2014. ISBN 978-1-77139-355-3.
EN1993-1-8:2006, Eurocode 3: Design of steel structures – Part 1-8: Design of joints, CEN, Brussels, 2006.
EN 1993-1-10:2005, Eurocode 3: Design of steel structures – Part 1-10: Material toughness and through-thickness properties, CEN, Brussels, 2005.