
S235 artık geçmişte mi kaldı?
Çeliğin "S"si
İnşaatta en yaygın kullanılan çelikler S235, S275, S355 ve S460'tır. Bunlar termomekanik haddelenmiş çeliklerdir; "S" harfi "Yapısal çelik" (Structural steel) anlamına gelir ve sayı MPa cinsinden akma dayanımını gösterir. Örneğin S355, S235'e kıyasla %50 daha yüksek olan 355 MPa akma dayanımına sahiptir. Dayanım farklılığına karşın, S235 ve S355'in kimyasal bileşimi neredeyse aynıdır. Fark, esas olarak akma dayanımı ve çekme dayanımı gibi mekanik özellikleri etkileyen haddeleme ve soğutma tekniklerinden kaynaklanmaktadır.
S235 uzun süre standart olarak kullanıldığından, S355 zaman zaman yüksek dayanımlı çelik olarak değerlendirilmektedir. Ancak bu tanımlama yanlıştır. Çelik, yalnızca S690'dan itibaren yüksek dayanımlı çelik olarak kabul edilir; bu çelikler ağırlıklı olarak vinç yapımı ve açık deniz (offshore) gibi sektörlerde kullanılmaktadır. Bu çelikler yüksek dayanımlarını artan karbon içeriğinden elde eder; bu durum farklı bir malzeme bileşimine, üretim yöntemine ve daha sıkı kaynak gereksinimlerine yol açar. Bu makalede diğer çelik türlerine daha fazla değinmeyecek, S235 ile S355 veya S460 arasındaki karşılaştırmaya odaklanacağız. Şekil 1, farklı çelik sınıflarının gerilme-şekil değiştirme diyagramının ve mekanik özelliklerinin şematik bir gösterimini sunmaktadır. Daha yüksek çelik sınıflarında çekme dayanımının arttığı, kopma uzamasının ise azaldığı görülmektedir. Elastisite modülüne bağlı rijitlik ise değişmeden kalmaktadır.
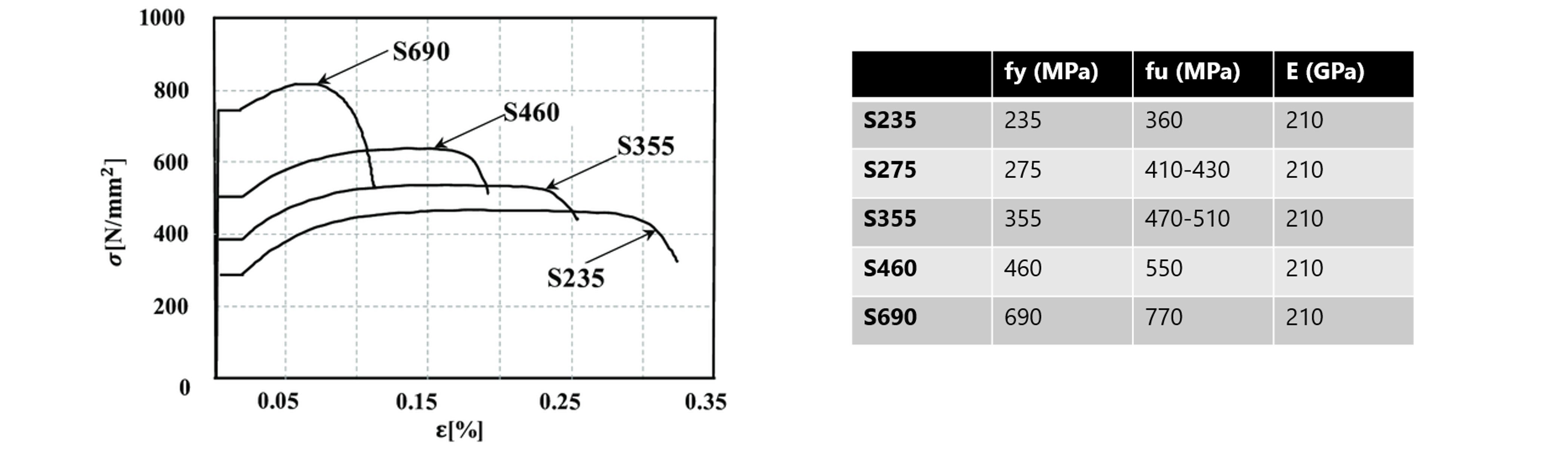
Şekil 1: Farklı çelik sınıflarının gerilme-şekil değiştirme diyagramı ve mekanik özellikleri.
İnşaatta standart olarak S235 artık eskimiştir
İnşaatta S235'in standart olarak kullanılması, S355 veya S460'ın potansiyelini kısıtlamaktadır. Dikkat çekici biçimde, S235, S275, S355 ve S460 çelikleri için kilogram başına maliyet ve enerji tüketimi neredeyse aynıdır; oysa S355 ve S460 önemli ölçüde daha iyi performans sunabilmektedir.
S355'in standart olarak benimsenmesiyle daha sürdürülebilir yapılar elde edilebilir. Bu nedenle, donatı çeliğindeki gelişime benzer şekilde, bu adım mantıksal bir ilerlemeyi temsil etmektedir. Daha önce QR/FeB 220 kullanılırken, bugün FeB 500 standarttır. Artık hiç kimse yeni beton yapılarda FeB 220 kullanmayı düşünmez.
"Beton dünyası, çelik dünyasından daha yenilikçi mi?"
Avantajlar ve endişeler
Daha yüksek çelik sınıflarının kullanılmasının temel avantajı, profilleri inceltip levha kalınlıklarını azaltarak aynı dayanım için malzeme tüketimini optimize edebilmemizdir. Daha az malzeme tüketimi, daha az çelik ve dolayısıyla daha düşük ekonomik maliyet anlamına gelir. Bunun yanı sıra bu durum yalnızca euro cinsinden maliyet tasarrufuna değil, aynı zamanda çelik üretiminin emisyonlarda önemli bir paya sahip olması nedeniyle CO2 emisyonlarının azalmasına da yol açarak iklim hedeflerine olumlu katkı sağlar.
Bu fayda yalnızca çelik taşıyıcı sistemin kendisinde değil, aynı zamanda taşıma, montaj ve olası daha hafif temel tasarımında da kendini gösterir; bu da malzeme, maliyet ve enerji tasarrufu sağlar. Ayrıca daha ince profiller, birleşimlerin daha kolay tasarlanmasına olanak tanır ve bu durum daha küçük kaynak hacimlerine yol açabilir.
Öte yandan, daha yüksek dayanımlı çeliklerin kullanımında göz önünde bulundurulması gereken bazı endişeler de mevcuttur. Daha ince çelik kesitler veya daha ince levhalar kullanıldığında, yerel burkulma (kıvrılma) olasılığı artar. Ayrıca daha dayanımlı çeliğin kullanımı rijitliği doğrudan etkilemez; bu durum, örneğin bir kiriş kesitinin inceltilmesi halinde daha büyük sehimlere yol açabilir. Son olarak, daha yüksek dayanımlı çeliklerin kaynağında daha spesifik gereksinimler bulunmakla birlikte, bu durum esas olarak S460 ve üzeri çelikler için geçerlidir.
Daha dayanımlı çeliğin kullanımı, FprEN 1993-1-8:2023 Mad. 6.9(4) uyarınca IDEA'daki detaylandırma kontrolünde minimum kaynak kalınlığını da etkiler. Aşağıdaki tablo, daha yüksek çelik dayanımlarında minimum kaynak kalınlığının nasıl arttığını göstermektedir.
| Çelik sınıfı | 1.1 ∙ fy,plate/fu,plate | Minimum kaynak kalınlığı | ||
| S235 | 0,72 | a ≥ 0,33 ∙ t | ||
| S275 | 0,70 | a ≥ 0,34 ∙ t | ||
| S355 | 0,80 | a ≥ 0,46 ∙ t |
Bu durum zaman zaman daha kalın kaynak kullanımını gerektirmektedir. Ancak bu durum, daha hafif profil kesitleri veya daha ince levhalar kullanılarak kaynak hacminin azaltılabilmesiyle telafi edilmektedir.
Avantajınızı hesaplayın - IDEA StatiCa Connection'da S235 ile S355 karşılaştırması
Aşağıdaki örnekte, S235 ve S355 ile gerçekleştirilen bir birleşim arasında karşılaştırma yapıyoruz. Bu kapsamda S355 kullanımının malzeme tasarrufuna katkı sağlayıp sağlayamayacağını inceliyoruz.
Birleşimin yarı rijit (esnek) olarak değerlendirilebildiği, başlık levhalı bir kolon-kiriş birleşimini analiz ediyoruz. Moment-dönme diyagramı, moment dayanımı ve göçme mekanizması üzerindeki etkiyi araştırmak amacıyla IDEA StatiCa kullanılarak farklı durumlar için bir rijitlik analizi gerçekleştirilmiştir. Orijinal birleşim tamamen S235'ten imal edilmiş olup altı adet M16 8.8 cıvata, 10 mm kalınlığında bir başlık levhası ve başlıklar için 5 mm, gövde için ise 3 mm kalınlığında çift köşe kaynakları içermektedir. Kolon HEA200 kesitinde, kiriş ise IPE220 kesitindedir. Şekil 2, birleşimi ve farklı durumlar için elde edilen sonuçları göstermektedir.
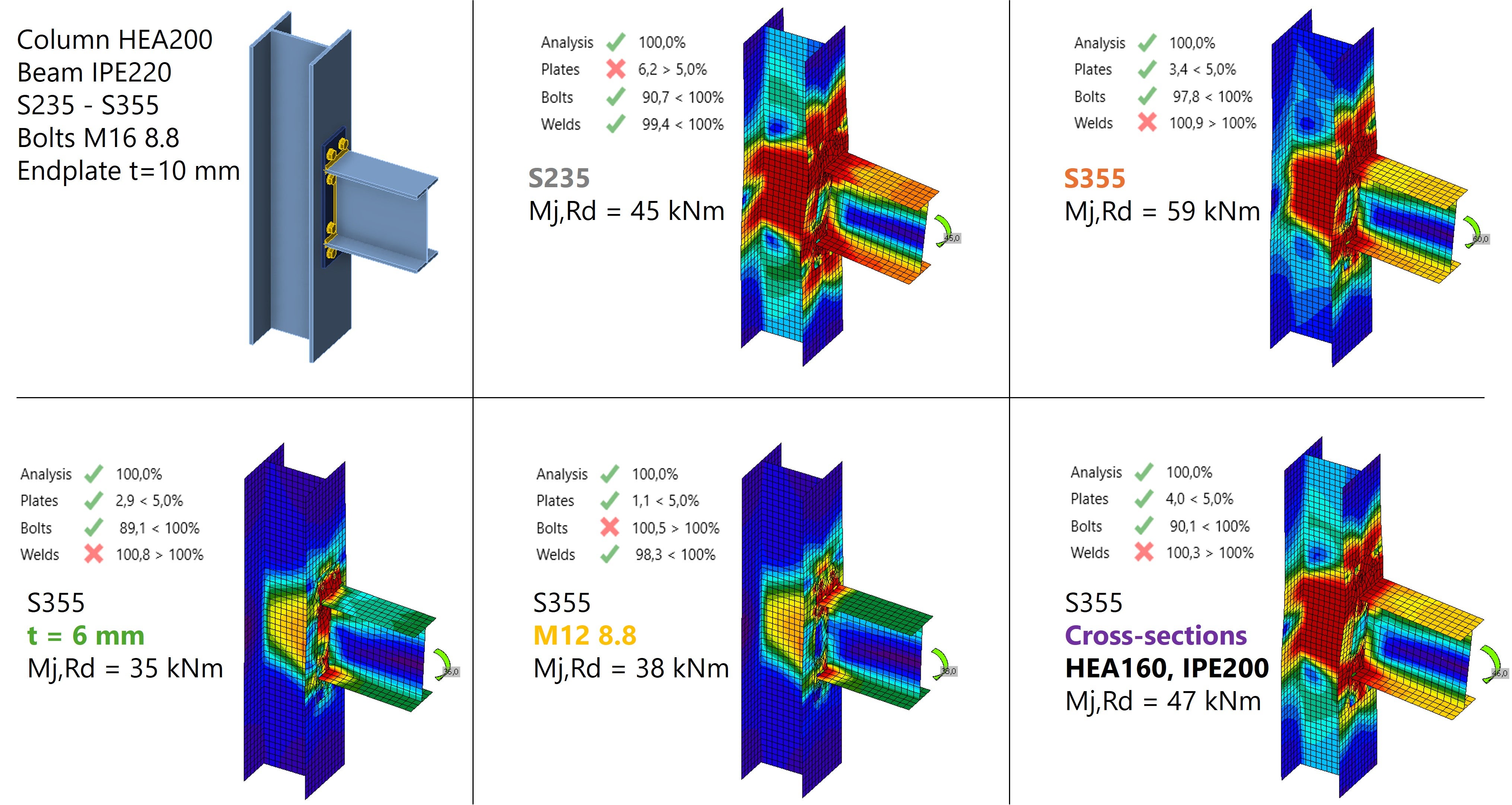
Şekil 2: Birleşime ve sonuçlara genel bakış.
Her durum için IDEA StatiCa Connection ile rijitlik analizi gerçekleştirilmiş ve sonuçlar Şekil 3'teki moment-dönme diyagramında üst üste gösterilmiştir. Ardından her durum daha ayrıntılı biçimde açıklanmaktadır. S235 ve S355 ile gerçekleştirilen birleşimden başlıyoruz. Daha sonra maliyet tasarrufu sağlamak amacıyla malzeme ve kaynak hacimlerini azaltmak için birleşimi değiştirip değiştiremeyeceğimizi araştırıyoruz.
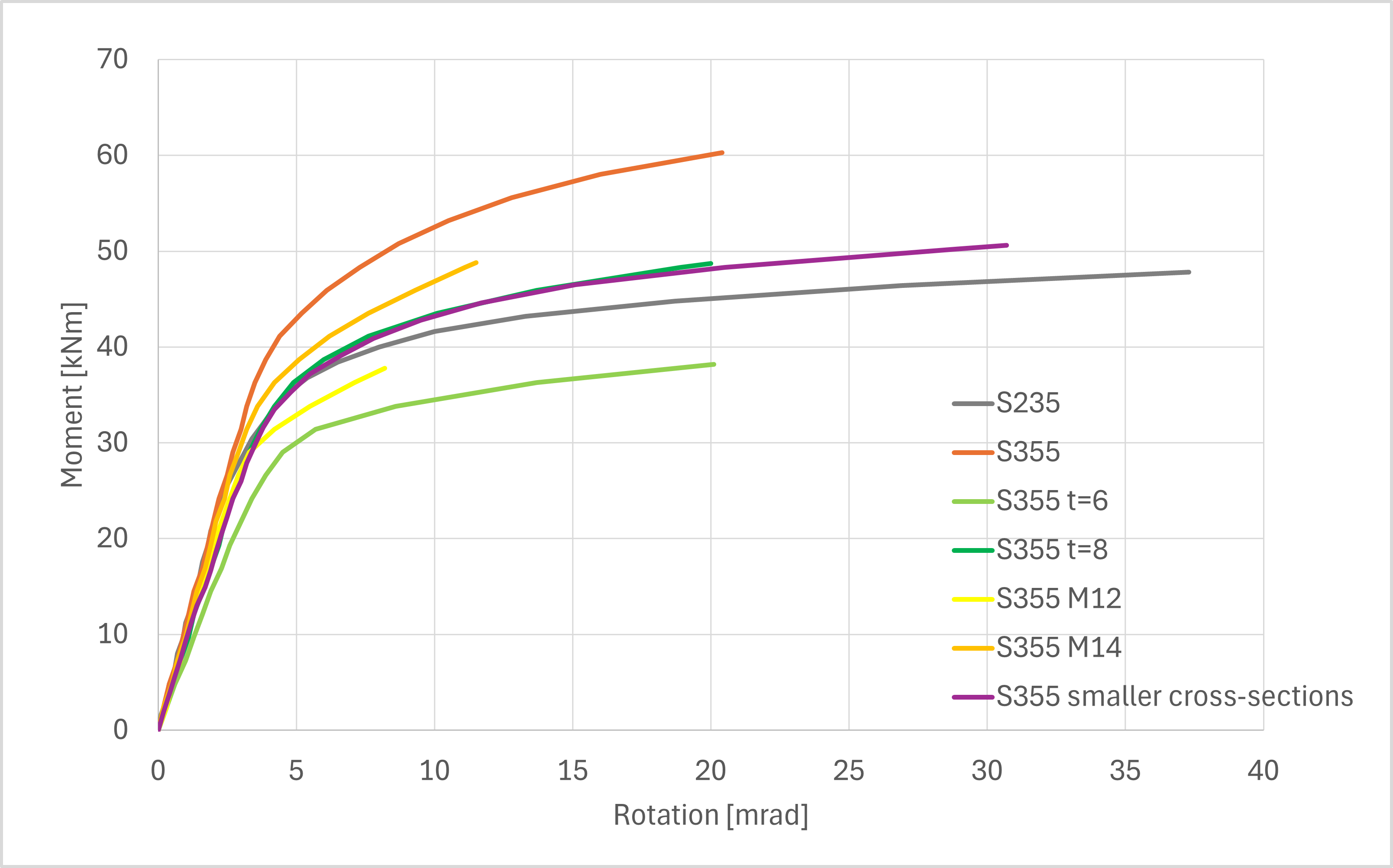
Şekil 3: Hesaplanan farklı durumlar için moment-dönme diyagramı.
- S235:
S235 ile gerçekleştirilen birleşim, yaklaşık Mj,Rd = 45 kNm moment dayanımına ulaşmaktadır. Göçme mekanizması kolon gövdesindeki plastik şekil değiştirme tarafından belirlendiğinden, birleşim makul bir deformasyon kapasitesi sergilemektedir.
- S355
S355 ile gerçekleştirilen aynı birleşimde başlangıç dönme rijitliği değişmeden kalmaktadır (bkz. Şekil 3). E-modülü ve geometri aynı kaldığından rijitlik değişmemektedir. Ancak birleşimin moment dayanımı artmakta; S355 için Mj,Rd, S235'e kıyasla yaklaşık %30 daha yüksek olmaktadır. Dayanım artmasına karşın, göçme mekanizmasının değişmesiyle birlikte deformasyon kapasitesi azalmaktadır. S235'te kolon gövdesi %5 plastik şekil değiştirmeye ulaşırken, S355'te başlık levhasındaki kaynaklar izin verilen maksimum gerilmeye ulaşmakta ve bu durum daha az sünek bir göçme mekanizmasına yol açmaktadır.
S355'te S235 ile aynı moment dayanımını elde etmek için birleşim malzeme tasarrufu açısından optimize edilebilir. Bu, başlık levhasının inceltilmesi, daha küçük cıvataların kullanılması veya kolon ve kirişin profil kesitlerinin küçültülmesiyle sağlanabilir.
- S355 daha küçük cıvatalar
M16 yerine M14 veya M12 8.8 cıvata uygulandığında Mj,Rd azalmakta, ancak Şekil 3'te görüldüğü üzere deformasyon kapasitesi de önemli ölçüde düşmektedir. Cıvata boyutunun küçültülmesiyle birleşimin başlangıç rijitliği korunmakta, ancak göçme mekanizması cıvatalara kaydığından deformasyon kapasitesi ve dayanım feda edilmektedir. Bu gözlem ve tasarruf edilen malzeme miktarının ihmal edilebilir düzeyde olması nedeniyle, cıvataların hafifletilmesi avantajlı değildir. Cıvata kalitesinin kendisi artırılmadığından bu sonuç beklenen bir durumdur.
- S355 daha ince başlık levhası
Başlık levhası kalınlığının azaltılmasıyla dayanım ve rijitlik feda edilmekte, ancak başlık levhası akacağından deformasyon kapasitesi korunmaktadır. t = 6 mm'lik bir başlık levhasında rijitlik ve moment dayanımı önemli ölçüde azalmaktadır. Ancak t = 8 mm'de, azaltılmış levha kalınlığıyla birlikte S235 ile elde edilene yakın bir Mj,Rd sağlanmaktadır. Bu durum, birleşim rijitliği ve dayanımı üzerinde önemli bir olumsuz etki yaratmadan malzeme tasarrufu sağlamaktadır.
- S355 daha ince profiller
Başlık levhası kalınlığı 10 mm'de sabit tutulurken kolon ve kirişin kesitleri Mj,Rd'nin yaklaşık 45 kNm olacağı noktaya kadar küçültüldüğünde, daha az malzeme kullanımıyla eşdeğer moment dayanımı ve makul deformasyon kapasitesi elde edilmektedir. Bu durumda kesitler sırasıyla HEA200 ve IPE220'den HEA160 ve IPE200'e indirgenmektedir.
Sonuç
Çelik dayanımının artırılmasıyla, birleşim levhalarında veya profil kesitlerinde yapılacak değişiklikler sayesinde malzeme tasarrufu sağlanabilir. Kesitlerin küçültülmesi en etkili ve ekonomik yöntemdir; zira ağırlık, maliyet ve CO₂ emisyonlarında en büyük azalmayı sağlamaktadır. Aynı zamanda birleşimin dayanımı ve rijitliği korunarak sürdürülebilir bir çözüm elde edilmektedir.
Ancak kesit alanının azaltılmasının çubukların sehimini doğrudan etkilediği ve bunun daha geniş kapsamlı tasarımda analiz edilmesi gerektiği unutulmamalıdır. Bunun yanı sıra çelik dayanımının artırılması, göçme mekanizmasının değişmesine yol açabilir; bu durum cıvata göçmesi veya kaynaklar üzerindeki yüksek gerilmeler gibi gevrek kırılma riskini artırır. Bu her zaman arzu edilen bir durum değildir; zira birleşimin deformasyon kapasitesini düşürür.
Bununla birlikte, birleşimin detaylandırılmasında bu husus göz önünde bulundurulur ve kaynak kalınlıkları IDEA StatiCa Connection'daki detaylandırma kontrolüne uygun olursa —bu kontrol, kaynakların gevrek kırılmasından önce levhaların akması gerektiği ilkesini dikkate almaktadır— çelik sınıfının yükseltilmesi ve birleşimin optimize edilmesi bilinçli ve etkili bir tercih olmaktadır.
Son olarak, bu karşılaştırmanın yalnızca söz konusu birleşim için gerçekleştirildiğini ve sonuçların ile parametrelerin birleşimden birleşime farklılık göstereceğini vurgulamak isterim. Ancak genel bir tablo elde edebilmek için tüm yapıyı araştırmamıza dahil etmemiz gerekmektedir. Ancak o zaman hem birleşimdeki hem de çubuklardaki rijitlik ve dayanımın gerçek etkisini tam olarak değerlendirebiliriz. Belki bu konu bir devam makalesinde daha ayrıntılı ele alınacaktır.
Kaynaklar
- Li, Y., Lee, C.-C., & Cai, Y. (2023). Recent research advances in high-performance steel tubular members: Material properties, stub columns, and beams. Buildings, 13(11), 2713. https://doi.org/10.3390/buildings13112713
- Greven, S. X. (2013, October). Why S235 is obsolete. Building with Steel, 235. https://www.duurzaaminstaal.nl/upload/File/BMS_235_S235.pdf
- Romeijn, E., & Luijendijk, T. (2009). Construction high-strength steel makes different demands on welding. Metal magazine, 9, 30-32.
