Çin standardına göre kaynak dikişlerinin kod kontrolü
Köşe kaynak dikişleri GB 50017 - Bölüm 11'e göre kontrol edilir. Alın kaynaklarının dayanımı ana metal ile aynı kabul edilir ve kontrol edilmez.
Alın kaynakları
Tam nüfuziyetli alın kaynakları esas alınır ve dayanımları ana metale eşit kabul edilir – Md. 11.2.1.
Köşe kaynakları
Köşe kaynaklarının tasarım dayanımı Md. 11.2.2.2'ye göre kontrol edilir:
\[ \sigma_w = \sqrt{ \left ( \frac{\sigma_f}{\beta_f} \right ) ^2 + \tau_f^2} \le f_f^w \]
burada:
- σf – kaynak uzunluğuna dik yönde kaynak etkin alanındaki gerilme
- βf – köşe kaynağı tasarım dayanımı için büyütme katsayısı; statik yükleme ve birleşim yüzeyleri arasındaki açı α = 90° için βf = 1,22; diğer durumlarda βf = 1,0
- τf – kaynak uzunluğuna paralel yönde kaynak etkin alanındaki kayma gerilmesi
- ffw – köşe kaynağı tasarım dayanımı
Kaynak elektrotları için köşe kaynağı tasarım dayanımı ffw; Tablo 4.4.5'ten elde edilmiştir
| Elektrot | \(f_f^w\) [MPa] |
| E43 | 160 |
| E50 | 200 |
| E55 | 220 |
| E60 | 240 |
Varsayılan elektrotlar; fu < 470 MPa olan en zayıf birleştirilen plaka için E43, 470 MPa ≤ fu < 520 MPa için E50 ve 520 MPa ≤ fu için E55'tir.
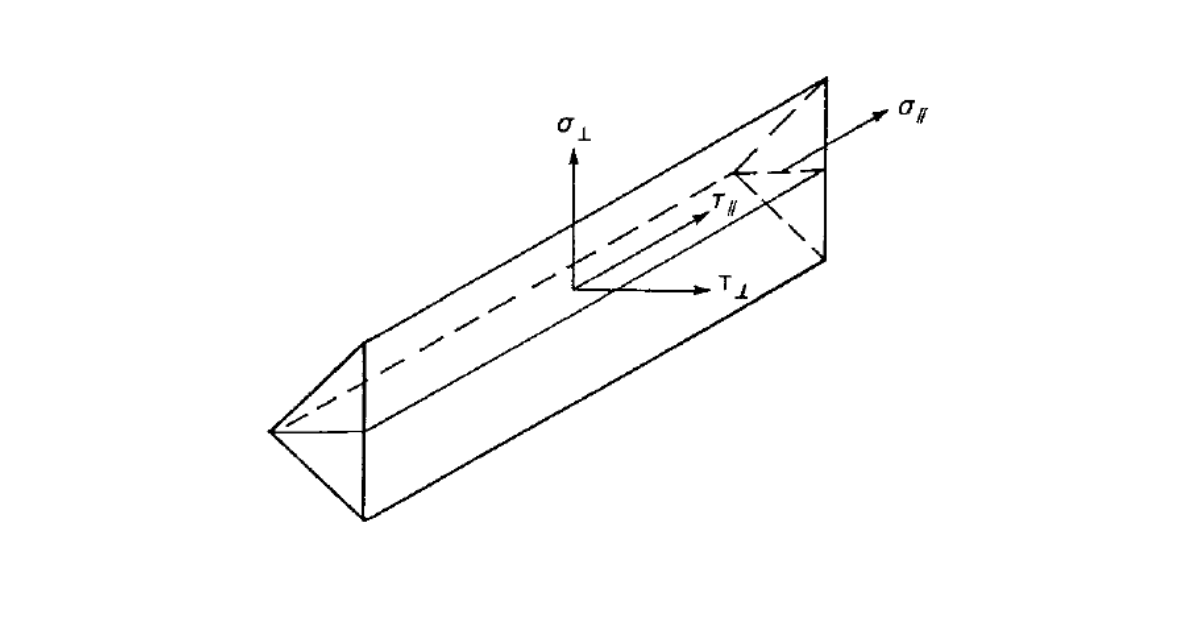
Kaynak diyagramları aşağıdaki formüle göre gerilmeyi göstermektedir:
\[ \sigma = \sqrt{ \frac{1}{\beta_f^2}(\sigma_{\perp}^2 + \tau_{\perp}^2) + \tau_{\parallel}^2 } \]
