Normové posouzení svarů podle ruských norem
Je možné nastavit tupé svary nebo koutové svary podél celé délky hrany, částečné svary nebo přerušované svary. Tupé svary se předpokládají se stejnou pevností jako svařovaný prvek a nejsou posuzovány. V případě koutových svarů je prvek svaru vložen mezi interpolační vazby spojující plechy navzájem. Prvek svaru má zadaný elastoplastický diagram materiálu pro redistribuci napětí podél délky svaru, takže dlouhé svary, svary s různou orientací nebo svary k nevyztužené přírubě mají podobnou únosnost jako při ručním výpočtu. Nejnamáhanější prvek svaru je rozhodující při posouzení svaru.
Nejnamáhanější prvek koutového svaru je posuzován podle SP 16, čl. 14.1. Délka svaru se sníží o 10 mm podle SP 16, čl. 14.1.16.
Posouzení kovu svaru:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
Posouzení základního kovu:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
kde:
- N – síla působící na prvek svaru
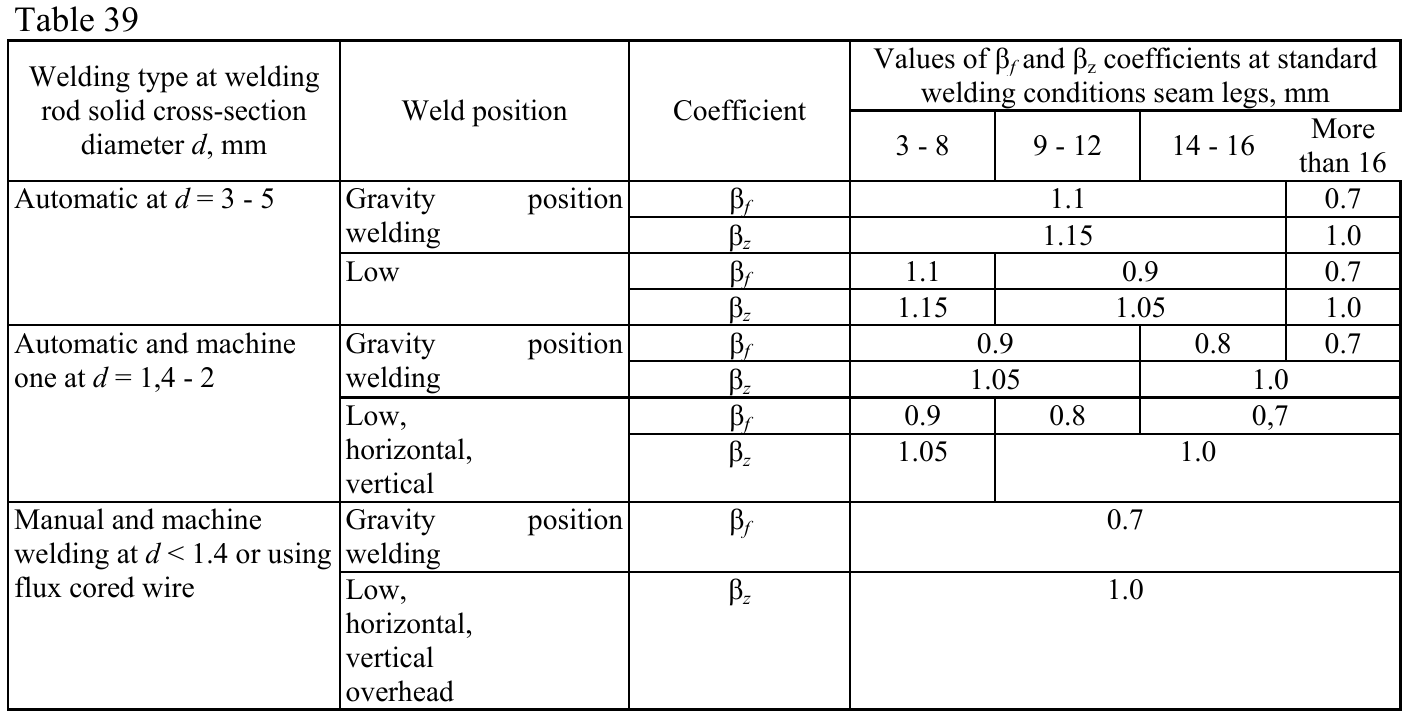
- βf – součinitel pro kov svaru z SP 16, tabulka 39; součinitel je určen nastavením normy – typ svařování a poloha svařování (nastavení materiálu svaru)
- βz – součinitel pro základní kov z SP 16, tabulka 39; součinitel je určen nastavením normy – typ svařování a poloha svařování (nastavení materiálu svaru)
- kf – výška koutového svaru, poměr odvěsen koutového svaru se předpokládá 1:1
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – návrhová délka prvku svaru
- lw = l – 10 mm – návrhová délka svaru
- l – skutečná délka svaru
- le – skutečná délka prvku svaru
- \( R_{wf} = 0.55 \frac{R_{wun}}{\gamma_{wm}} \) – pevnost kovu svaru v tahu – SP 16, tabulka 4
- Rwz = 0.45 Run – pevnost základního kovu v tahu – SP 16, tabulka 4
- γc – součinitel podmínek práce – SP 16, tabulka 1, upravitelný v nastavení normy
- Rwun – normová pevnost kovu koutového svaru z SP 16, tabulka D2
- γwm – dílčí součinitel spolehlivosti pro kov svaru, γwm = 1,25 pro Rwun ≤ 490 MPa a γwm = 1,35 jinak – SP 16, tabulka 4
- Run – charakteristická pevnost připojované oceli
| Materiál svaru | Rwun [MPa] | Rwf [MPa] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |
Typ polohy svařování může být nastaven při výběru svařovací elektrody a typu svařování v nastavení normy.
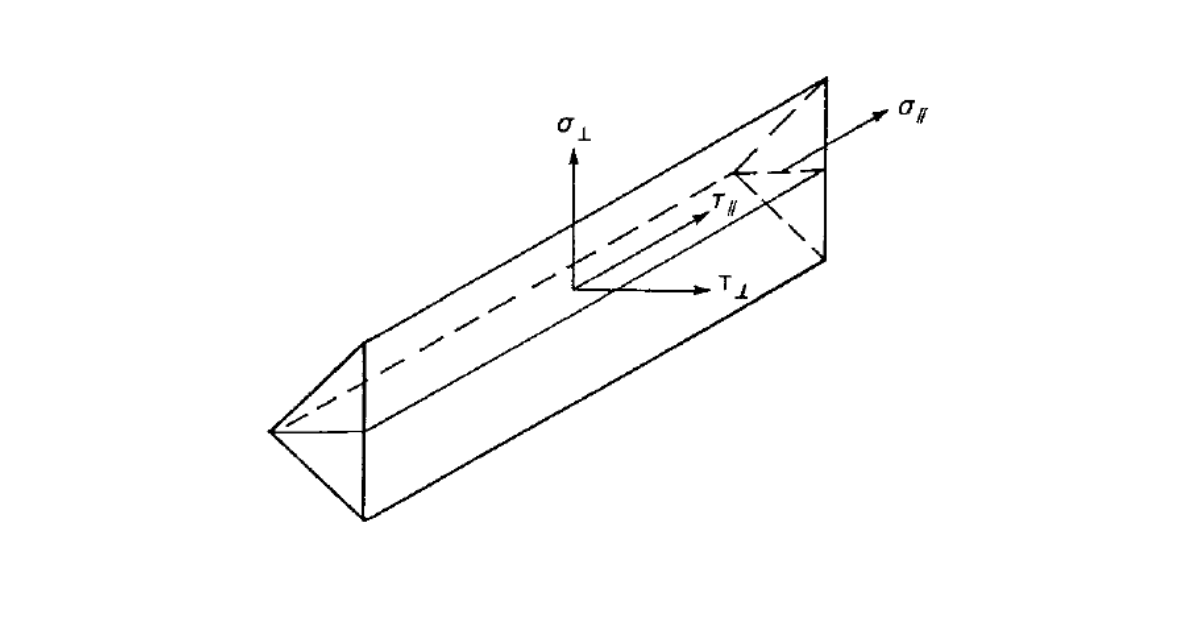
Diagramy svarů zobrazují napětí podle následujícího vzorce:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
