Normnachweis von Schweißnähten nach russischen Normen
Es ist möglich, Stumpfnähte oder Kehlnähte sowie durchgehende Nähte über die gesamte Kantenlänge, Teilnähte oder Unterbrechungsnähte festzulegen. Stumpfnähte werden als gleich fest wie das geschweißte Bauteil angenommen und nicht nachgewiesen. Bei Kehlnähten wird das Schweißnahtelement zwischen Interpolationsverbindungen eingefügt, die die Platten miteinander verbinden. Das Schweißnahtelement besitzt ein definiertes elastisch-plastisches Materialdiagramm zur Umverteilung der Spannung über die Nahtlänge, sodass lange Nähte, Nähte in mehreren Richtungen oder Schweißungen an unversteiften Flanschen eine ähnliche Tragfähigkeit wie bei der Handrechnung aufweisen. Das am stärksten beanspruchte Schweißnahtelement ist für den Schweißnahtnachweis maßgebend.
Das am stärksten beanspruchte Kehlnahtelement der Schweißnaht wird gemäß SP 16, Abschn. 14.1 nachgewiesen. Die Nahtlänge ist gemäß SP 16, Abschn. 14.1.16 um 10 mm zu verringern.
Nachweis des Schweißgutes:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
Nachweis des Grundwerkstoffs:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
wobei:
- N – auf ein Schweißnahtelement wirkende Kraft
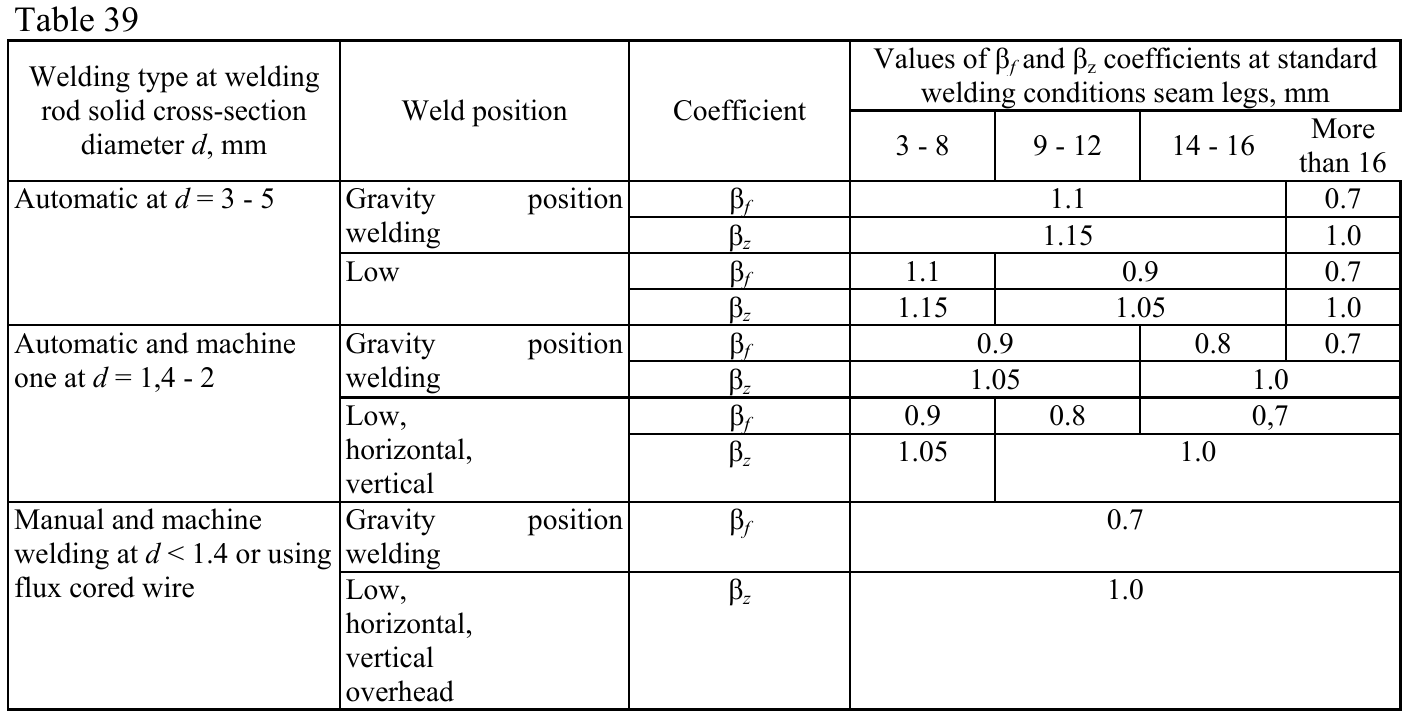
- βf – Beiwert für das Schweißgut gemäß SP 16, Tabelle 39; der Beiwert wird durch die Normeinstellungen bestimmt – Schweißverfahren und Schweißposition (Einstellungen des Schweißzusatzwerkstoffs)
- βz – Beiwert für den Grundwerkstoff gemäß SP 16, Tabelle 39; der Beiwert wird durch die Normeinstellungen bestimmt – Schweißverfahren und Schweißposition (Einstellungen des Schweißzusatzwerkstoffs)
- kf – Kehlnahtdicke, das Kehlnahtverhältnis wird mit 1:1 angenommen
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – Bemessungslänge des Schweißnahtelements
- lw = l – 10 mm – Bemessungsnahtlänge
- l – tatsächliche Nahtlänge
- le – tatsächliche Länge des Schweißnahtelements
- \( R_{wf} = 0.55 \frac{R_{wun}}{\gamma_{wm}} \) – Zugfestigkeit des Schweißgutes – SP 16, Tabelle 4
- Rwz = 0.45 Run – Zugfestigkeit des Grundwerkstoffs – SP 16, Tabelle 4
- γc – Betriebsbeiwert – SP 16, Tabelle 1, in den Normeinstellungen bearbeitbar
- Rwun – charakteristische Festigkeit des Kehlnaht-Schweißgutes gemäß SP 16, Tabelle D2
- γwm – Teilsicherheitsbeiwert für das Schweißgut, γwm = 1,25 für Rwun ≤ 490 MPa und γwm = 1,35 andernfalls – SP 16, Tabelle 4
- Run – charakteristische Festigkeit des angeschlossenen Stahls
| Schweißzusatzwerkstoff | Rwun [MPa] | Rwf [MPa] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |
Die Schweißposition „Schwerkraft" kann bei der Auswahl der Schweißelektrode und des Schweißverfahrens in den Normeinstellungen festgelegt werden.
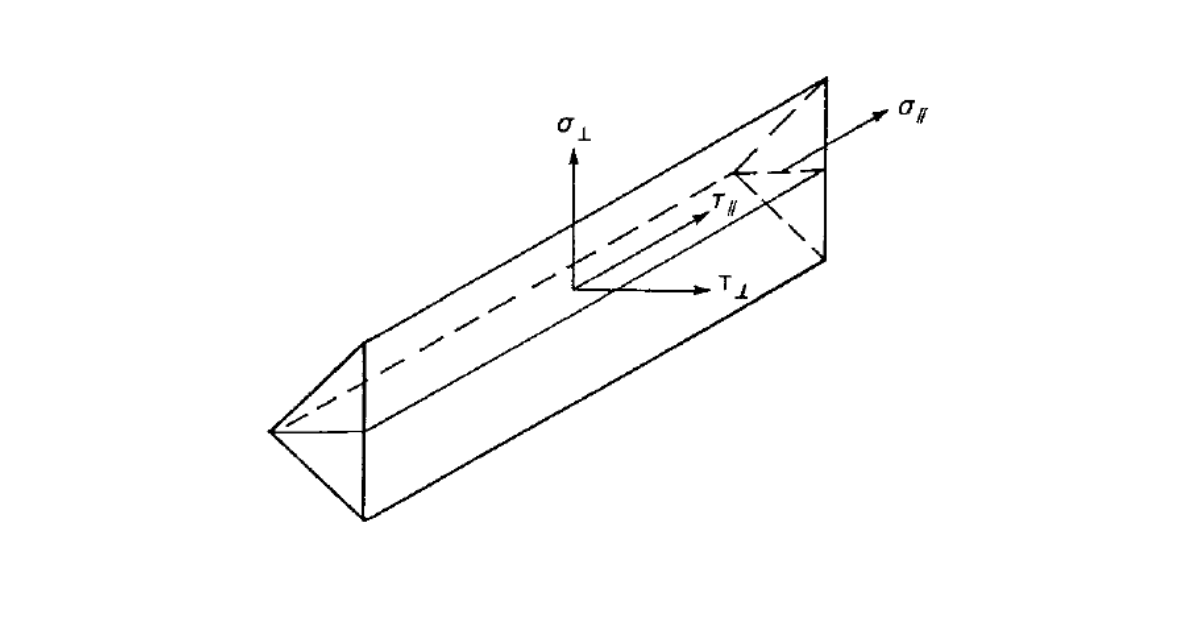
Die Schweißnahtdiagramme zeigen die Spannung gemäß folgender Formel:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
