Double-tee Moment Assemblage Préqualifié - AISC
Cet exemple de vérification a été préparé dans le cadre d'un projet commun entre Ohio State University et IDEA StatiCa. Les auteurs sont listés ci-dessous :
- Baris Kasapoglu, doctorant
- Ali Nassiri, Ph.D.
- Halil Sezen, Ph.D.

5.1. Introduction
Le dernier type d'assemblage acier étudié dans cette recherche est l'assemblage à moment double-tee (voir Figure 5.1). Le double-tee est un assemblage préqualifié destiné à être utilisé en zone sismique dans le cadre d'un système IMF et SMF si les exigences définies dans l'AISC 358 sont satisfaites. Dans le cadre de cette étude, une étude expérimentale menée sur un assemblage double-tee et ses variantes a été sélectionnée dans la littérature, et leurs capacités en flexion ont été examinées selon la procédure de calcul AISC ainsi qu'avec IDEA StatiCa. De plus, le modèle de référence a été analysé à l'aide du logiciel ABAQUS, et les résultats ont été comparés.
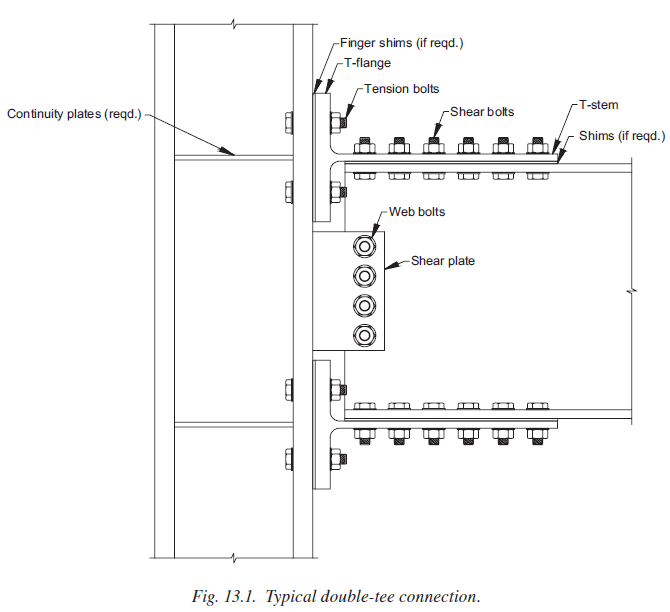
Figure 5.1 : Assemblage à moment double-tee typique (AISC 358)
Dans les sections suivantes, l'essai expérimental est décrit, les vérifications normatives AISC effectuées sur ces éprouvettes sont résumées, et les résultats d'analyse numérique obtenus avec IDEA StatiCa et ABAQUS sont discutés. À la fin, les résultats obtenus à partir de trois sources (c'est-à-dire les essais, les procédures de calcul AISC et les analyses numériques) sont comparés.
5.2 Étude expérimentale
Six assemblages double-tee à pleine échelle et 48 cornières en T individuelles ont été testés à l'Institut de Technologie de Géorgie par Leon (1999) dans le cadre du projet SAC Task 7.03. L'objectif principal de cette étude était de mieux comprendre le comportement des assemblages boulonnés sous charges cycliques et de vérifier si les résultats des essais sur composants à petite échelle peuvent être extrapolés à des assemblages à pleine échelle. Dans le cadre de cette étude, seuls les détails et les résultats des six essais à pleine échelle sont résumés. Pour plus de détails sur les expériences, les lecteurs sont renvoyés à Swanson (1999) et Smallidge (1999), en plus du rapport d'essai de Leon (1999).
Tous les spécimens sont constitués d'un poteau W14×145, tandis que la poutre varie de W21×44 à W24×55. Tous les éléments de fixation étaient des boulons à haute résistance A490 à contrôle de tension d'un diamètre de 7/8 po ou 1 po. Les cornières en T ont été découpées dans trois différentes sections à larges ailes (W16×45, W16×100 et W21×93). Une platine d'âme d'épaisseur 3/8 po a été utilisée pour tous les spécimens, avec une longueur de 9 po ou 12 po selon le nombre de boulons. Parmi les six spécimens, l'un d'eux a été choisi comme modèle de référence (ID d'essai : FS-06), et les autres ont été étudiés comme modèles de variation (voir Tableau 5.1).
Tableau 5.1 : Propriétés des spécimens double-tee (Leon, 1999)
| N° de spécimen (ID d'essai) | Poutre | Poteau | Cornière en T | Boulons |
| Référence (FS-06) | W24×55 | W14×145 | W16×100 | 1 po A490 |
| Variation 1 (FS-03) | W21×44 | W14×145 | W16×45 | 7/8 po A490 |
| Variation 2 (FS-04) | W21×44 | W14×145 | W16×45 | 1 po A490 |
| Variation 3 (FS-05) | W24×55 | W14×145 | W16×100 | 7/8 po A490 |
| Variation 4 (FS-07) | W24×55 | W14×145 | W21×93 | 7/8 po A490 |
| Variation 5 (FS-08) | W24×55 | W14×145 | W21×93 | 1 po A490 |
Le dispositif d'essai comprend un poteau de 152 po de long (entre les appuis articulés en tête et en pied) et une poutre raccordée à l'aile du poteau à 82 po au-dessus de l'appui inférieur du poteau. La longueur de la poutre entre la face du poteau et l'actionneur était de 176 po, et un contreventement latéral était prévu à 5 ft de l'assemblage. Le dispositif d'essai est représenté à la Figure 5.2.
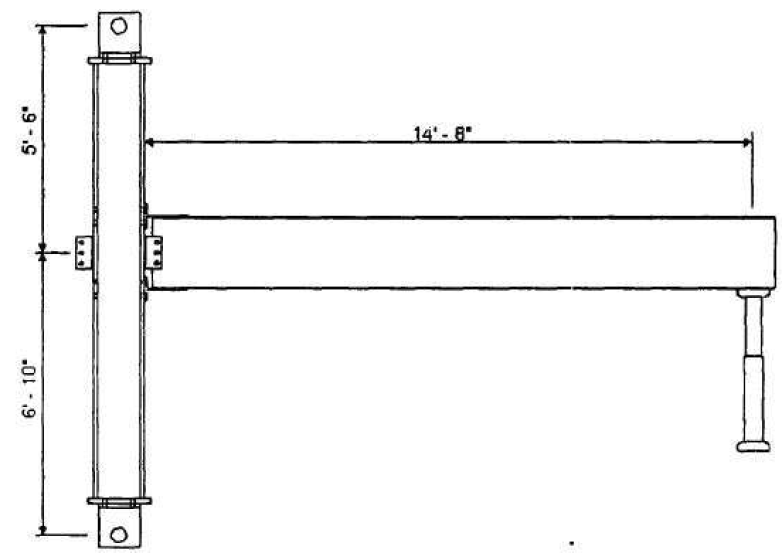
Figure 5.2 : Dispositif d'essai (Leon, 1999)
Le modèle de référence comprend un poteau W14×145, une poutre W24×55 et deux cornières en T découpées dans un W16×100. Huit boulons de cisaillement A490 de 1 po de diamètre et huit boulons de traction A490 de 1 po de diamètre sont utilisés dans les ailes des cornières en T. Quatre boulons A490 de 1 po de diamètre sont utilisés pour fixer la platine d'âme à l'âme de la poutre, tandis que la platine d'âme est soudée à l'aile du poteau par une double soudure d'angle de 5/16 po. De plus, quatre plaques de continuité d'épaisseur ½ po et une plaque de doublage unilatérale d'épaisseur ½ po sont utilisées comme représenté à la Figure 5.3.
La variation 1 comprend un poteau W14×145, une poutre W21×44, deux cornières en T découpées dans un W16×45 qui sont utilisées pour fixer les ailes de la poutre et les ailes du poteau avec huit boulons de cisaillement A490 de 7/8 po de diamètre et huit boulons de traction A490 de 7/8 po de diamètre. Trois boulons A490 de 7/8 po de diamètre sont utilisés entre la platine d'âme et l'âme de la poutre, et une double soudure d'angle de 5/16 po est utilisée entre la face du poteau et la platine d'âme comme indiqué à la Figure 5.3.
La variation 2 se distingue de la variation 1 par l'utilisation de boulons A490 de 1 po de diamètre. Tous les autres détails sont identiques à la variation 1. La configuration de la variation 2 est illustrée à la Figure 5.4. La variation 3 comprend un poteau W14×145, une poutre W24×55 et des cornières en T découpées dans un W16×100. Dix boulons de cisaillement A490 de 7/8 po de diamètre et huit boulons de traction A490 de 7/8 po de diamètre sont utilisés dans les deux cornières en T. Quatre boulons A490 de 7/8 po de diamètre sont utilisés pour fixer la platine d'âme et l'âme de la poutre, tandis qu'une double soudure d'angle de 5/16 po est utilisée entre l'aile du poteau et la platine d'âme. Quatre plaques de continuité d'épaisseur ½ po et une plaque de doublage unilatérale d'épaisseur ½ po sont utilisées pour renforcer la zone nodale du poteau. Les différences entre le modèle de référence et la variation 3 sont le diamètre des boulons et le nombre de boulons de cisaillement utilisés pour fixer les ailes des cornières en T et les ailes de la poutre (voir Figure 5.4).
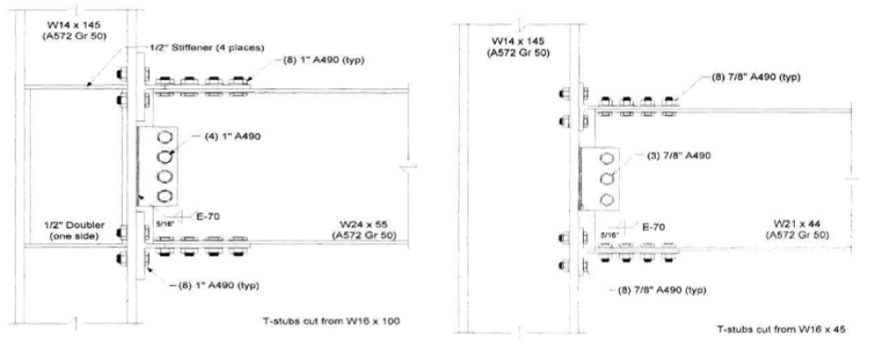
Figure 5.3 : Gauche) Configuration du modèle de référence ; Droite) configuration de la variation 1 (Leon, 1999)
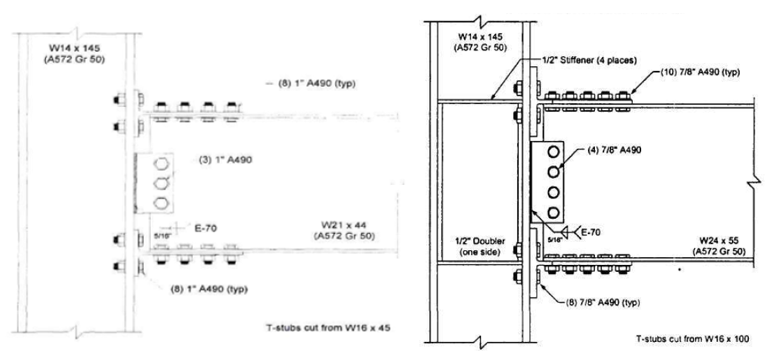
Figure 5.4 : Gauche) Configuration de la variation 2 ; Droite) configuration de la variation 3 (Leon, 1999)
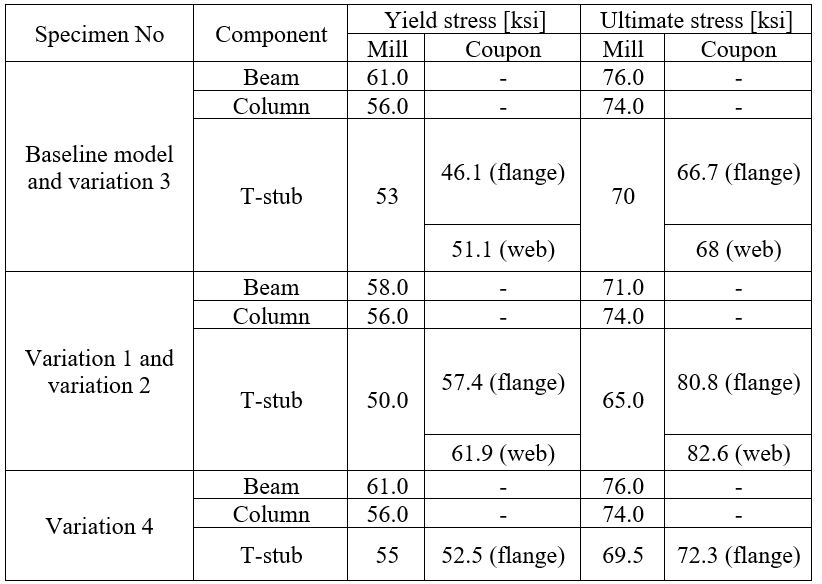
La variation 4 comprend une poutre W24×55, des cornières en T découpées dans un W21×93, et une platine d'âme boulonnée à quatre boulons. Dix boulons de cisaillement sont utilisés pour fixer les ailes des cornières en T aux ailes de la poutre, et huit boulons de traction sur chaque cornière en T pour la fixation à la face du poteau. La zone nodale du poteau est renforcée par quatre plaques de continuité d'épaisseur ½ po et une plaque de doublage unilatérale d'épaisseur ½ po. Des boulons A490 de 7/8 po de diamètre sont utilisés pour tous les éléments de fixation. La variation 5, contrairement à la variation 4, utilise des boulons plus grands de 1 po de diamètre. Hormis cela, toutes les autres propriétés géométriques sont identiques comme illustré à la Figure 5.5. Les propriétés moyennes des matériaux issues des essais sur éprouvettes et des certificats d'usine pour les poutres, poteaux et cornières en T sont présentées dans le Tableau 5.2.
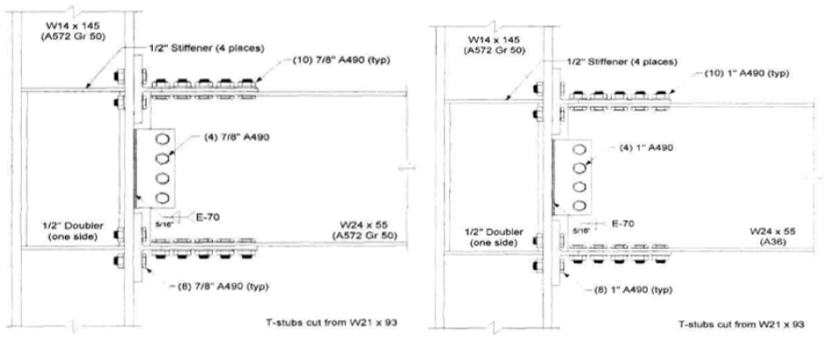
Figure 5.5 : Gauche) Configuration de la variation 4 ; Droite) configuration de la variation 5 (Leon, 1999)
Tableau 5.2 : Propriétés matérielles mesurées des spécimens double-tee testés (Leon, 1999)
À partir de l'essai du modèle de référence, le flambement local de la poutre a été identifié comme mode de rupture. L'expérience a été interrompue après qu'un flambement local étendu a été observé sur l'âme et les ailes de la poutre, lorsque le moment de pointe a atteint environ 9 003 kips-in. à l'assemblage. À ce stade, l'effort correspondant dans la cornière en T était de 381,1 kips. La photo après essai et la relation moment-rotation plastique mesurée sont présentées à la Figure 5.6.
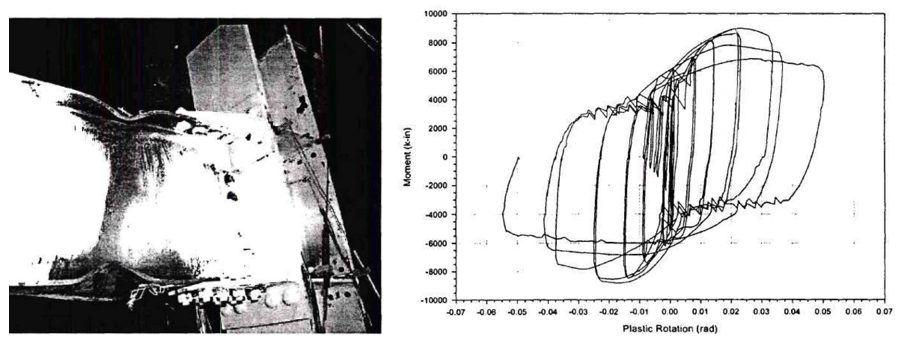
Figure 5.6 : Gauche) Modèle de référence après essai ; Droite) relation moment-rotation plastique totale (Leon, 1999)
Dans la variation 1, la charge maximale de l'actionneur et le moment maximal à l'assemblage ont été rapportés respectivement à 32,8 kips et 6 011 kips-in. La première plastification de la cornière en T a été observée lorsque l'effort dans la cornière en T et le moment à l'assemblage étaient d'environ 185 kips et 3 800 kips-in., respectivement. La première plastification de la poutre a été signalée lorsque le moment à l'assemblage était d'environ 5 000 kips-in. Au cours des cycles suivants, le spécimen a rompu en raison de la fracture de la cornière en T le long de la première rangée de boulons de cisaillement. La photo après essai et la relation moment-rotation plastique mesurée sont présentées à la Figure 5.7.
Dans la variation 2, la première plastification de la cornière en T et de l'aile de la poutre a été constatée lorsque l'effort dans la cornière en T et le moment à l'assemblage étaient d'environ 245 kips et 5 000 kips-in., respectivement. Un flambement d'aile a été observé sous les charges ultérieures, et le spécimen a rompu en raison d'une fracture de la section nette. Le moment maximal rapporté à l'assemblage était d'environ 6 183 kips-in. La photo après essai et la relation moment-rotation plastique mesurée sont présentées à la Figure 5.8.
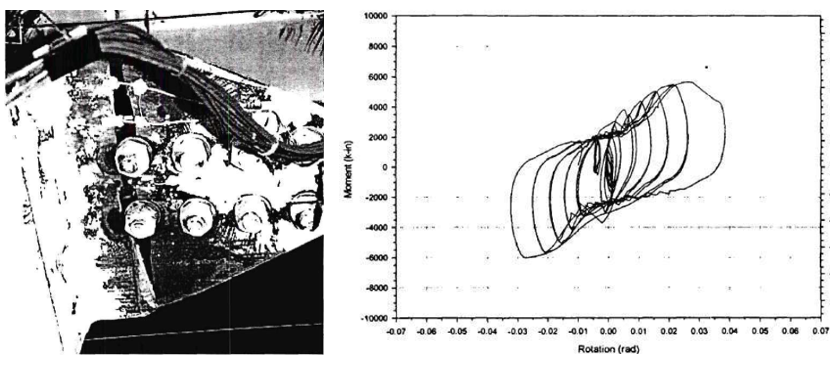
Figure 5.7 : Gauche) Variation 1 après essai ; Droite) relation moment-rotation plastique totale (Lee et al., 1999)
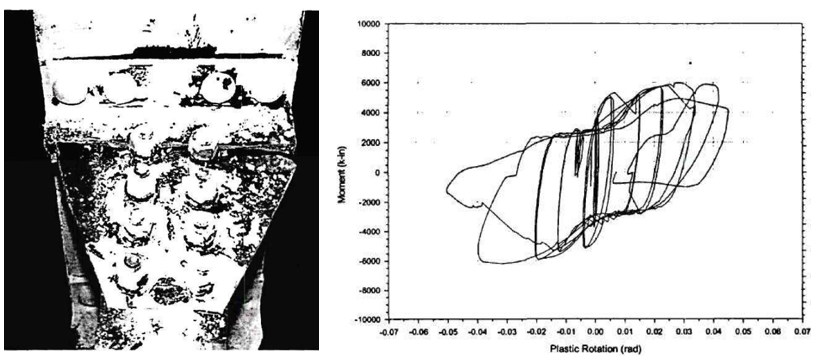
Figure 5.8 : Gauche) Variation 2 après essai ; Droite) relation moment-rotation plastique totale (Leon, 1999)
Concernant l'essai de la variation 3, le mode de rupture a été rapporté comme un flambement local de la poutre. Après qu'un flambement local étendu a été observé sur les ailes de la poutre, l'essai a été arrêté. Le moment maximal à l'assemblage était d'environ 9 739 kips-in. La photo après essai et la relation moment-rotation plastique mesurée sont présentées à la Figure 5.9.
Il a été observé lors de l'essai de la variation 4 que le spécimen a subi un flambement local de l'aile. Lorsque le déplacement en pointe était d'environ 12,8 po, une fracture s'est produite sur l'aile de la poutre le long de la ligne de boulons la plus éloignée de l'aile du poteau. Le moment de pointe à l'assemblage était d'environ 9 580 kips-in. avec un effort correspondant dans la cornière en T de 405,5 kips. La photo après essai et la relation moment-rotation plastique mesurée sont présentées à la Figure 5.10.
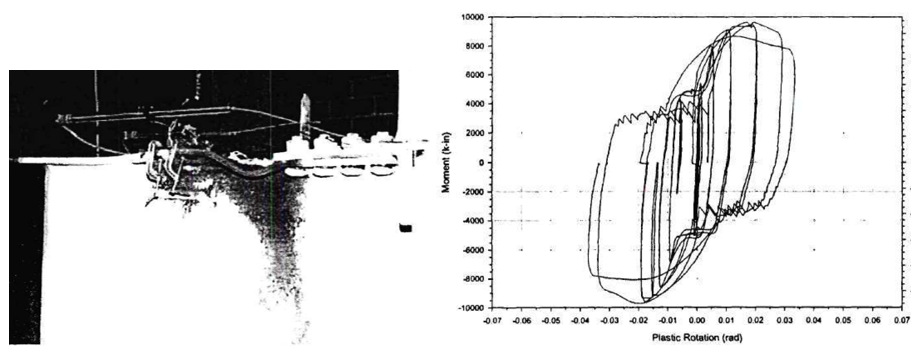
Figure 5.9 : Gauche) Variation 3 après essai ; Droite) relation moment-rotation plastique totale (Leon, 1999)
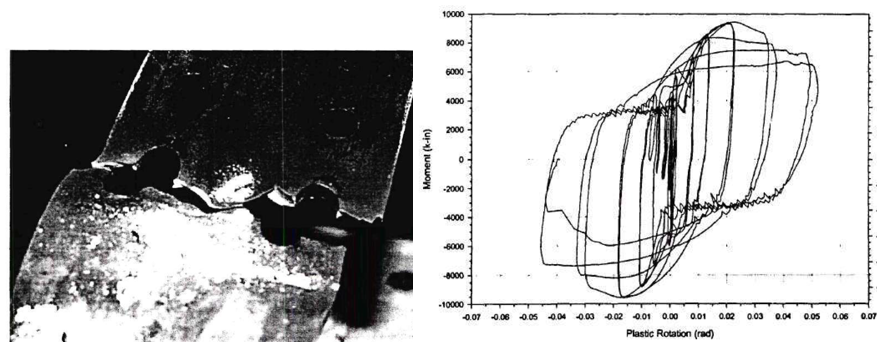
Figure 5.10 : Gauche) Variation 4 après essai ; Droite) relation moment-rotation plastique totale (Leon, 1999)
Les observations issues de l'essai de la variation 5 étaient similaires à celles du modèle de référence et de la variation 3. Le spécimen a subi un flambement local étendu de la poutre au cours de l'essai. L'essai a été interrompu lorsque le moment maximal à l'assemblage était d'environ 8 586 kips-in. À ce stade, l'effort correspondant dans la cornière en T était de 363,4 kips. La photo après essai et la relation moment-rotation plastique mesurée sont présentées à la Figure 5.11.
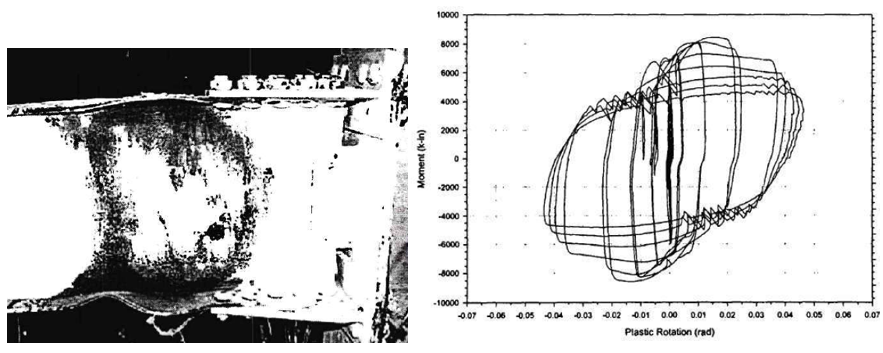
Figure 5.11 : Gauche) Variation 5 après essai ; Droite) relation moment-rotation plastique totale (Leon, 1999)
5.3 Calculs de vérification normative
Les limites de préqualification et la procédure de calcul pour les assemblages à moment double-tee sont définies au Chapitre 13 de l'AISC 358 (2016). Les vérifications normatives suivantes ont été identifiées et effectuées pour les spécimens testés :
- Résistance de l'âme en T (AISC 358, Eq. 13.6-45)
- Diamètre des boulons de cisaillement (AISC 358, Eq. 13.6-4)
- Diamètre des boulons de traction (AISC 358, Eq. 13.6-16)
- Diamètre des boulons de traction (AISC 358, Eq. 13.6-16)
- Rigidité rotationnelle de l'assemblage (AISC 358, Eq. 13.6-28)
- Résistance de la cornière en T (AISC 358, Eq. 13.6-46)
- Résistance au poinçonnement/arrachement de l'aile de la poutre (AISC 360, Eq. J3-6)
- Résistance au poinçonnement/arrachement de l'âme en T (AISC 360, Eq. J3-6)
- Résistance à l'arrachement par blocs de l'aile de la poutre (AISC 360-16, Eq. J4-5)
- Résistance à l'arrachement par blocs de l'âme en T (AISC 360-16, Eq. J4-5)
- Résistance à la plastification en flexion du poteau (AISC 358, Eq. 13.6-61)
- Exigences relatives aux plaques de continuité (AISC 341, Sec. E3.6f.1(a))
- Relations poteau-poutre (AISC 341, Eq. E3-1)
- Résistance de la zone nodale (AISC 360, Eq. J10-11)
- Résistance en flexion de la poutre (AISC 360, Eq. F1-1)
- Vérification normative de la résistance des boulons de la platine d'âme (AISC 360, Eq. J3-6a)
- Vérification normative de la résistance de la soudure de la platine d'âme (AISC 360, Eq. J4-2)
- Vérification normative de la plastification au cisaillement, rupture et arrachement par blocs de la platine d'âme (AISC 360, Eq. J3-J4)
Il a été supposé que la platine d'âme, la plaque de doublage et la plaque de continuité avaient des propriétés matérielles mesurées identiques à celles de la cornière en T. Les valeurs de résistance nominale en traction (fnt = 90 ksi) et en cisaillement (fnv = 68 ksi) fournies dans le Tableau J3 de l'AISC ont été utilisées pour les boulons A490. Cinq modèles ont été développés en utilisant les rapports d'essais des certificats d'usine pour chaque spécimen. Deux modèles supplémentaires ont été développés pour la variation 1 et la variation 2 en utilisant les propriétés matérielles mesurées sur éprouvettes pour la cornière en T. Les vérifications normatives ont été effectuées pour les spécimens sélectionnés, et le résumé est présenté dans le Tableau 5.3.
Tableau 5.3 : Vérifications normatives pour les assemblages à moment double-tee
| Vérifications normatives AISC | Référence | Var-1 | Var-1 | Var-2 | Var-2 | Var-3 | Var-4 | Var-5 |
| Certificat d'usine | Certificat d'usine | Éprouvette | Certificat d'usine | Éprouvette | Certificat d'usine | Certificat d'usine | Certificat d'usine | |
| Résistance de l'âme en T | Non OK | Non OK | Non OK | Non OK | Non OK | OK | OK | OK |
| Diamètre des boulons de cisaillement | OK | Non OK | OK | Non OK | OK | OK | OK | OK |
| Diamètre des boulons de traction | OK | OK | OK | OK | OK | OK | OK | OK |
| Épaisseur minimale de l'aile en T | OK | OK | OK | OK | OK | OK | OK | OK |
| Rigidité rotationnelle de l'assemblage | OK | OK | OK | OK | OK | OK | OK | OK |
| Résistance de la cornière en T | OK | OK | OK | OK | OK | OK | OK | OK |
| Résistance au poinçonnement/arrachement de l'aile de la poutre | OK | Non OK | Non OK | OK | OK | OK | OK | OK |
| Résistance au poinçonnement/arrachement de l'âme en T | OK | Non OK | Non OK | Non OK | Non OK | OK | OK | OK |
| Résistance à l'arrachement par blocs de l'aile de la poutre | Non OK | Non OK | Non OK | Non OK | Non OK | Non OK | OK | OK |
| Résistance à l'arrachement par blocs de l'âme en T | Non OK | Non OK | Non OK | Non OK | Non OK | OK | OK | OK |
| Résistance à la plastification en flexion du poteau | OK | OK | OK | OK | OK | OK | OK | OK |
| Exigences relatives aux plaques de continuité | Non OK | Non OK | Non OK | Non OK | Non OK | Non OK | Non OK | Non OK |
| Relations poteau-poutre | OK | OK | OK | OK | OK | OK | OK | OK |
| Résistance de la zone nodale | OK | OK | OK | OK | OK | OK | OK | OK |
| Résistance en flexion de la poutre | OK | OK | OK | OK | OK | OK | OK | OK |
| Résistance des boulons de la platine d'âme | OK | OK | OK | OK | OK | OK | OK | OK |
| Résistance de la soudure de la platine d'âme | OK | OK | OK | OK | OK | OK | OK | OK |
| Plastification au cisaillement, rupture par cisaillement, résistance à l'arrachement par blocs de la platine d'âme | Non OK | OK | OK | OK | OK | Non OK | Non OK | Non OK |
Le mode de rupture d'un assemblage à moment double-tee peut être estimé si l'état limite déterminant parmi les suivants est connu :
- Résistance à la plastification de la section brute de l'âme
- Résistance à la fracture de la section nette de l'âme
- Résistance au flambement en flexion de l'âme
- Résistance des boulons de cisaillement
- Résistance au poinçonnement/arrachement de la poutre
- Résistance au poinçonnement/arrachement de l'âme en T
- Résistance à l'arrachement par blocs de la poutre
- Résistance à l'arrachement par blocs de l'âme en T
- Résistance au moment plastique de la poutre
Pour chaque état limite, les résistances en moment à la face du poteau des spécimens ont été calculées (voir Annexes I et J), et les résultats sont présentés dans le Tableau 5.4. La résistance en moment déterminante (c'est-à-dire la résistance la plus faible) est identifiée et indiquée en caractères gras.
Tableau 5.4 : Résistance en moment des spécimens
| Résistance en moment | Référence [kips-in.] | Var-1 [kips-in.] | Var-1 [kips-in.] | Var-2 [kips-in.] | Var-2 [kips-in.] | Var-3 [kips-in.] | Var-4 [kips-in.] | Var-5 [kips-in.] |
| Certificat d'usine | Certificat d'usine | Éprouvette | Certificat d'usine | Éprouvette | Certificat d'usine | Certificat d'usine | Certificat d'usine | |
| Plastification de la section brute de l'âme | 10 412 | 4 570 | 5 246 | 5 041 | 5 787 | 11 623 | 11 956 | 11 956 |
| Fracture de la section nette de l'âme | 11 400 | 4 996 | 6 211 | 5 432 | 6 753 | 13 369 | 13 157 | 12 793 |
| Flambement en flexion de l'âme | 10 412 | 4 570 | 5 246 | 5 041 | 5 787 | 11 623 | 11 956 | 11 956 |
| Boulon de cisaillement | 12 758 | 7 928 | 9 856 | 9 061 | 11 264 | 12 189 | 12 187 | 15 944 |
| Poinçonnement/arrachement de la poutre | 14 619 | 9 524 | 9 524 | 10 590 | 10 590 | 16 906 | 16 903 | 17 482 |
| Poinçonnement/arrachement de l'âme en T | 16 681 | 7 222 | 8 667 | 7 956 | 9 608 | 19 299 | 19 012 | 20 945 |
| Arrachement par blocs de la poutre | 9 213 | 6 266 | 6 266 | 6 673 | 6 673 | 10 460 | 10 922 | 10 878 |
| Arrachement par blocs de l'âme en T | 9 829 | 4 398 | 5 467 | 4 684 | 5 823 | 11 160 | 11 471 | 12 281 |
| Moment plastique de la poutre | 8 749 | 8 071 | 8 108 | 8 108 | 8 162 | 8 802 | 8 802 | 7 880 |
D'après les calculs de conception AISC, le moment plastique de la poutre était le mode de rupture estimé pour le modèle de référence, la variation 3, la variation 4 et la variation 5. Concernant la variation 1 et la variation 2, l'arrachement par blocs de l'âme en T était l'état limite déterminant lorsque les propriétés issues des essais sur éprouvettes sont utilisées pour les cornières en T. Lorsque les propriétés matérielles des certificats d'usine sont utilisées pour tous les éléments, leurs modes de rupture ont basculé vers la plastification de la section brute de l'âme.
5.4 Analyse IDEA StatiCa
Des modèles IDEA StatiCa ont été développés pour les spécimens afin d'évaluer leurs capacités de résistance en moment. Étant donné que l'objectif était de simuler les essais expérimentaux, un modèle SAP2000 a été développé pour les conditions du dispositif d'essai, et les efforts à l'axe du poteau ont été calculés. Les propriétés matérielles mesurées ont été utilisées, et les facteurs de résistance ont été fixés à 1,0. En utilisant le type d'analyse contrainte-déformation dans IDEA StatiCa (c'est-à-dire EPS), les capacités en moment ont été calculées et les modes de rupture des spécimens ont été estimés. Pour le modèle de référence, la relation moment-rotation a été calculée en utilisant le type d'analyse de rigidité de l'assemblage (c'est-à-dire ST) dans le logiciel IDEA StatiCa. De plus, l'analyse de conception en capacité (c'est-à-dire CD) a été utilisée pour s'assurer que l'assemblage dispose d'une capacité de déformation suffisante.
5.4.1 Analyse du modèle de référence
Pour estimer le comportement des boulons à contrôle de tension sur la capacité et la rigidité rotationnelle de l'assemblage, deux modèles IDEA StatiCa différents ont été développés pour le modèle de référence en utilisant deux types de boulons différents : 1) appui, et 2) friction. Les propriétés matérielles des certificats d'usine (voir Tableau 5.2) ont été introduites dans le logiciel, et les coefficients de surrésistance, Ry et Rt, ainsi que tous les facteurs de résistance LRFD ont été fixés à 1,0. Un modèle de portique poutre-poteau a été développé avec SAP2000 avec les longueurs du poteau et de la poutre du dispositif d'essai, et les efforts à l'axe du poteau ont été obtenus. En utilisant l'option « Charges en équilibre », une analyse contrainte-déformation (EPS) a été effectuée pour calculer la capacité du modèle de référence. Les charges ont été progressivement augmentées jusqu'à ce que l'une des conditions suivantes soit atteinte :
- 5 % de déformation plastique dans les plaques (poutre, poteau, platine d'âme, plaque de continuité)
- 100 % de la capacité de résistance des boulons
- 100 % de la capacité de résistance des soudures
D'après l'analyse IDEA StatiCa du modèle créé avec des boulons de type friction, il a été observé que la capacité de résistance des boulons était atteinte lorsque l'effort tranchant appliqué et le moment atteignaient respectivement 26,70 kips et 4 900 kips-in. (Figure 5.12). Le second modèle a été développé en basculant l'option « transfert d'effort tranchant » de « friction » à « appui - interaction traction/cisaillement » pour les cornières en T et la platine d'âme. De plus, l'option « la déformation au trou de boulon sous charge de service est un critère de conception » (dans la configuration du code) a été désactivée. Un chargement incrémental a été appliqué à l'assemblage (proportionnellement avec toutes les charges en équilibre), et il a été observé que 5 % de la déformation limite plastique était atteinte sur l'aile de la poutre lorsque l'effort tranchant et le moment correspondant atteignaient respectivement 46,00 kips et 8 430 kips-in. (Figure 5.13). Le type d'analyse a été basculé vers l'analyse de rigidité (par exemple « ST »), et la relation moment-rotation a été calculée pour chaque modèle comme indiqué à la Figure 5.14.
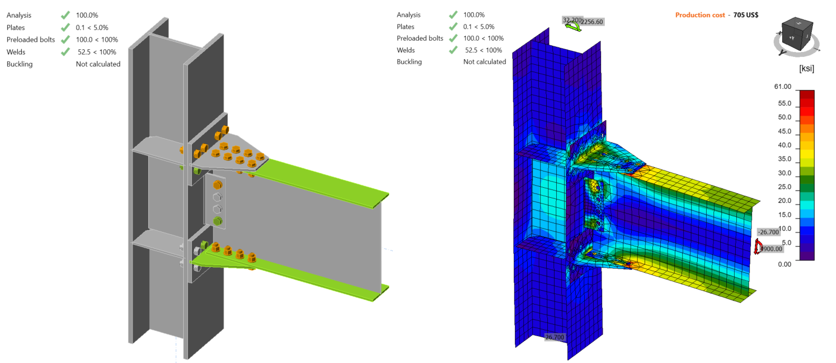
Figure 5.12 : Modèle IDEA StatiCa pour le modèle de référence (avec boulons à friction) sous un moment de 4 900 kips-in.
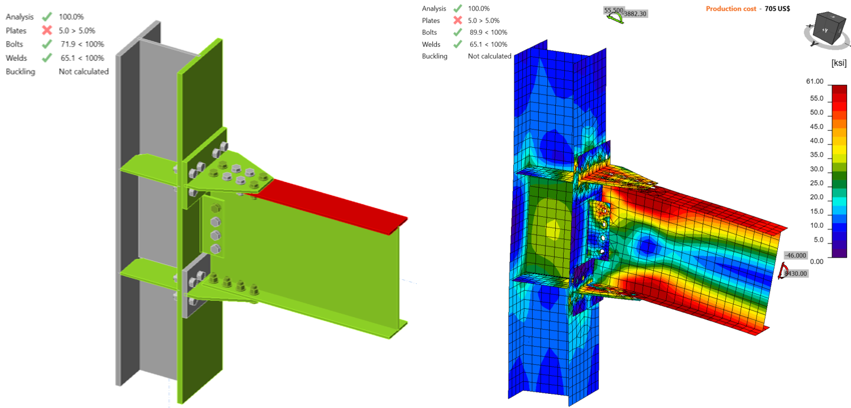
Figure 5.13 : Modèle IDEA StatiCa pour le modèle de référence (avec boulons d'appui) sous un moment de 8 430 kips-in.
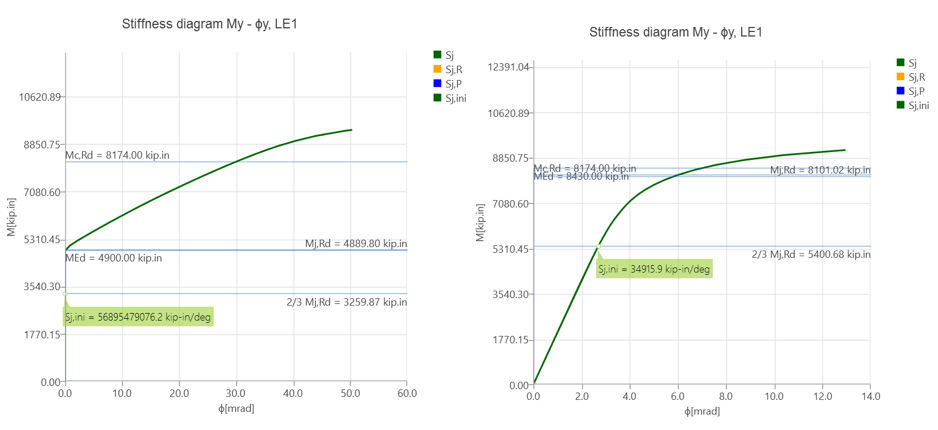
Figure 5.14 : Gauche) Relation moment-rotation pour le modèle de référence avec boulons à friction ; Droite) relation moment-rotation pour le modèle de référence avec boulons d'appui
Le type d'analyse a été basculé vers la conception en capacité (par exemple « CD ») pour vérifier si l'assemblage dispose d'une ductilité suffisante lorsque la résistance au moment plastique de la poutre est atteinte. Pour pouvoir effectuer cette analyse, le moment plastique de la poutre, la localisation de la rotule plastique et l'effort tranchant à l'emplacement de la rotule plastique doivent être calculés. Selon l'Eq. 2.4-1 de l'AISC 341 (2016), le moment maximal probable de la poutre à l'emplacement de la rotule plastique, \(M_{p}\), est calculé comme suit :
\(M_{p} = C_{pr}F_{y}R_{y}Z_{x}\) (5.1)
où \(Z_{x}\) est le module plastique de la section de la poutre, \(F_{y}\) est la limite d'élasticité de la poutre, \(R_{y}\) est le rapport entre la limite d'élasticité attendue et la limite d'élasticité minimale spécifiée, et \(C_{pr}\) est un facteur tenant compte de la résistance maximale de l'assemblage, donné par l'Eq. 2.4-2 de l'AISC 341 (2016) comme suit :
\(C_{pr} = (F_{y} + F_{u})/(2F_{y}\) (5.2)
\(F_{u}\) est la résistance ultime de la poutre. Il est supposé que \(R_{y}\) est égal à 1,0 lors de l'utilisation des propriétés matérielles mesurées. En utilisant les propriétés matérielles des certificats d'usine et le module plastique de la section de la poutre (134 po3) donné dans le Tableau 1.1 du Manuel AISC (2017), \(C_{pr}\) et \(M_{p}\) ont été calculés en utilisant les propriétés indiquées ci-dessous comme étant respectivement 1,12 et 9 154,88 kips-in. La distance de l'emplacement de la rotule plastique par rapport à l'axe du poteau et l'effort tranchant à l'emplacement de la rotule plastique ont été calculés respectivement à 19,9 po et 103 kips (voir Annexe I), avec l'hypothèse que la distance entre les axes des poteaux est égale à 30 ft. Les charges calculées ont été appliquées à la position de la poutre égale à 19,9 po en définissant les charges comme pourcentage des éléments de manière à être égales aux valeurs calculées de moment plastique et d'effort tranchant comme indiqué à la Figure 5.15. L'assemblage est insuffisant, les âmes en T sont trop faibles (22,1 % de déformation plastique a été atteint dans l'âme en T supérieure).
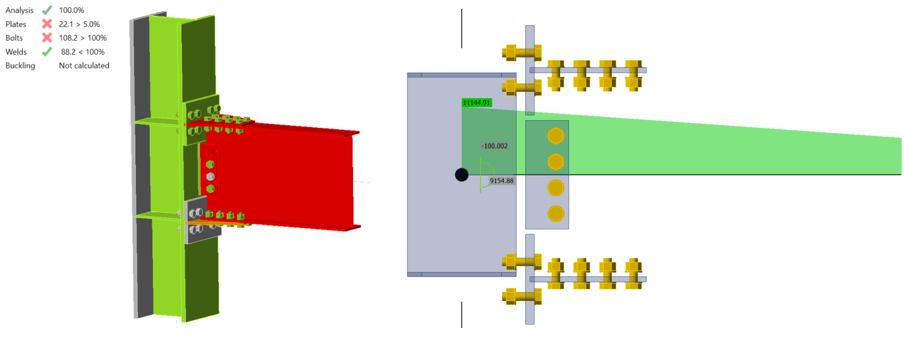
Figure 5.15 : Analyse de conception en capacité du modèle de référence
5.4.2 Analyse de la variation 1
Deux modèles IDEA StatiCa ont été développés pour la variation 1 avec différentes propriétés matérielles mesurées de la cornière en T. Pour le premier modèle, les propriétés matérielles des certificats d'usine ont été utilisées pour tous les éléments des spécimens, tandis que le second modèle a été créé en utilisant les propriétés matérielles issues des essais sur éprouvettes de l'aile de la cornière en T. En suivant la même procédure décrite dans la section précédente, un chargement incrémental a été appliqué. Le premier modèle a atteint sa capacité avec 5 % de déformation plastique dans les cornières en T lorsque l'effort tranchant et le moment correspondant étaient respectivement de 26,70 kips et 4 900 kips-in. (Figure 5.16). Les propriétés matérielles des cornières en T ont été mises à jour en utilisant les propriétés issues des essais sur éprouvettes et la même procédure de chargement incrémental a été suivie. Le même mode de rupture a été observé lorsque l'effort tranchant et le moment correspondant ont atteint respectivement 30,00 kips et 5 500 kips-in. (Figure 5.17).
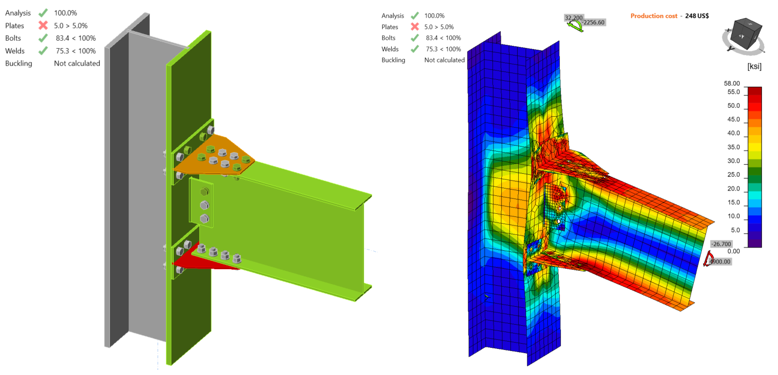
Figure 5.16 : Modèle IDEA StatiCa pour la variation 1 (certificat d'usine) sous un moment de 4 900 kips-in.
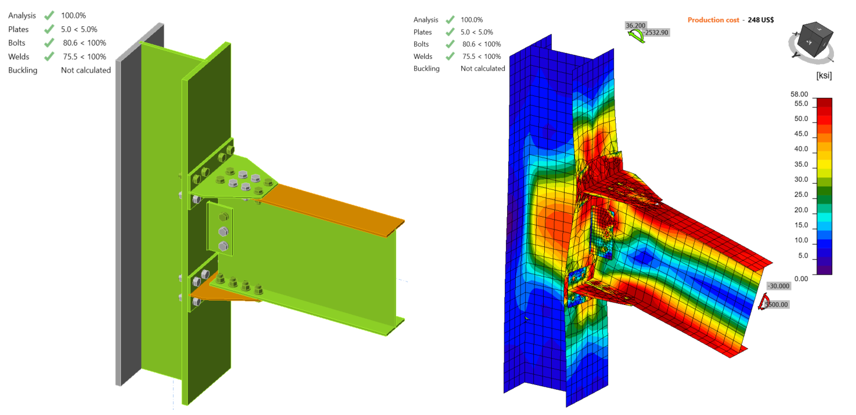
Figure 5.17 : Modèle IDEA StatiCa pour la variation 1 (éprouvette) sous un moment de 5 500 kips-in.
5.4.3 Analyse de la variation 2
En suivant la même procédure, deux modèles IDEA StatiCa ont été développés pour la variation 2. D'après le modèle développé avec les propriétés des certificats d'usine, il a été observé que la cornière en T a atteint la limite de déformation plastique (c'est-à-dire 5,0 %) lorsque l'effort tranchant appliqué et le moment étaient respectivement de 26,90 kips et 4 940 kips-in. (Figure 5.18). Après que les propriétés matérielles de la cornière en T ont été remplacées par les propriétés issues des essais sur éprouvettes, une capacité en moment fléchissant plus élevée a été calculée à 5 730 kips-in. avec un effort tranchant correspondant de 31,20 kips (Figure 5.19). Le mode de rupture est resté identique.
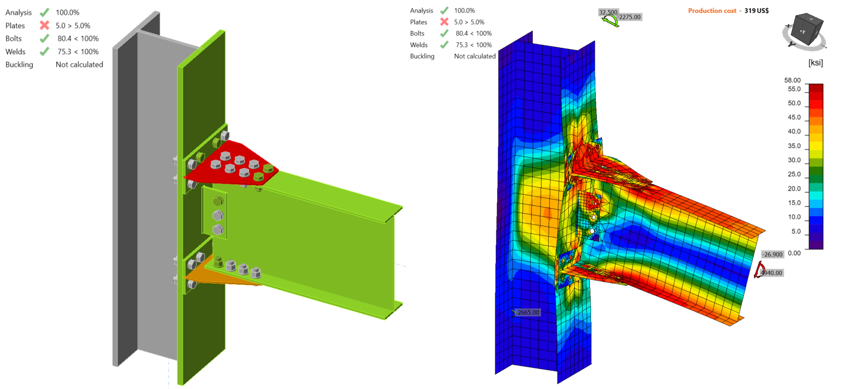
Figure 5.18 : Modèle IDEA StatiCa pour la variation 2 (certificat d'usine) sous un moment de 4 940 kips-in.
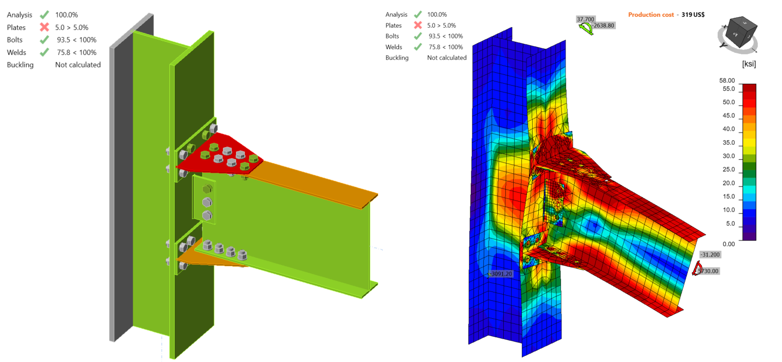
Figure 5.19 : Modèle IDEA StatiCa pour la variation 2 (éprouvette) sous un moment de 5 730 kips-in.
5.4.4 Analyse de la variation 3
Pour la variation 3, le modèle IDEA StatiCa a été développé en utilisant les propriétés matérielles des certificats d'usine. Lorsque l'effort tranchant et le moment correspondant ont atteint respectivement 45,50 kips et 8 350 kips-in., 5 % de déformation plastique a été atteint sur l'aile de la poutre (Figure 5.20).
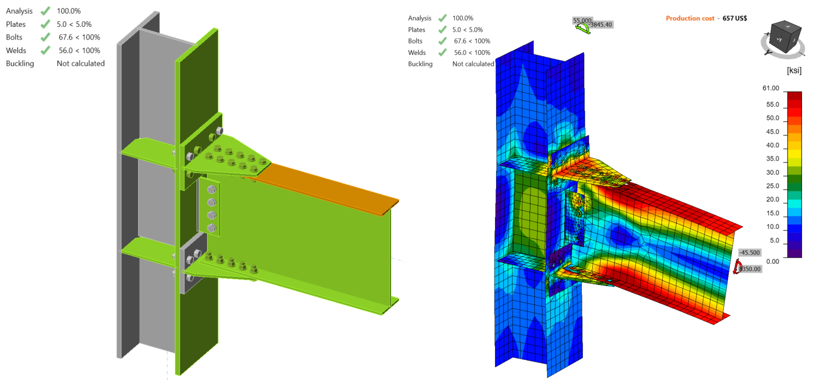
Figure 5.20 : Modèle IDEA StatiCa pour la variation 3 sous un moment de 8 350 kips-in.
5.4.5 Analyse de la variation 4
Le modèle IDEA StatiCa a été créé pour la variation 4 en utilisant les propriétés matérielles des certificats d'usine. 5 % de déformation plastique a été capturé sur l'aile de la poutre lorsque l'effort tranchant et le moment correspondant étaient respectivement de 45,50 kips et 8 350 kips-in. (Figure 5.21).
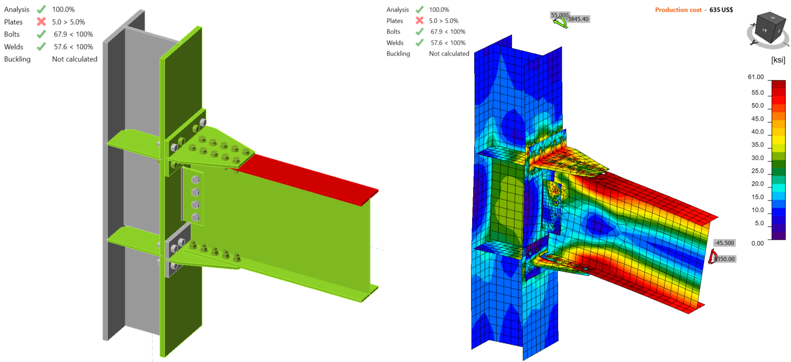
Figure 5.21 : Modèle IDEA StatiCa pour la variation 4 sous un moment de 8 350 kips-in.
5.4.6 Analyse de la variation 5
En suivant la même procédure, l'analyse IDEA StatiCa a été effectuée pour la variation 5. Les propriétés matérielles des certificats d'usine ont été utilisées pour tous les éléments de l'assemblage. 5 % de déformation plastique a été atteint sur l'aile de la poutre lorsque l'effort tranchant et la valeur correspondante ont atteint respectivement 48,40 kips et 7 950 kips-in. (Figure 5.22).
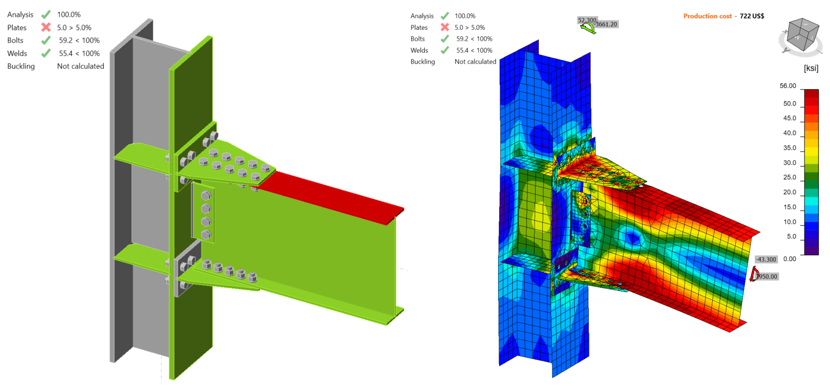
Figure 5.22 : Modèle IDEA StatiCa pour la variation 5 sous un moment de 7 950 kips-in.
Les capacités en moment des assemblages à moment double-tee par rapport à l'axe du poteau, \(M_{y@cc}\), ont été obtenues par l'analyse IDEA StatiCa. Les capacités en moment à la face du poteau, \(M_{y@foc}\), ont été calculées à l'aide de l'Eq. 5.3 et sont présentées dans le Tableau 5.5.
\(M_{y@foc} = M_{y@cc} - V_{g}\frac{d_{c}}{2}\) (5.3)
où \(V_{g}\) est l'effort tranchant, et \(d_{c}\) est la hauteur du poteau.
Tableau 5.5 : Capacités en moment calculées par IDEA StatiCa
| N° de spécimen | \(M_{y@cc}\) [kips-in.] | \(V_{g}\) [kips] | \(M_{y@foc}\) [kips-in.] |
| Référence (appui) | 8 430 | 46,0 | 8 090 |
| Référence (friction) | 4 900 | 26,7 | 4 702 |
| Variation 1 (certificat d'usine) | 4 900 | 26,7 | 4 702 |
| Variation 1 (éprouvette) | 5 500 | 30,0 | 5 278 |
| Variation 2 (certificat d'usine) | 4 940 | 26,9 | 4 741 |
| Variation 2 (éprouvette) | 5 730 | 31,2 | 5 499 |
| Variation 3 | 8 350 | 45,5 | 8 013 |
| Variation 4 | 8 350 | 45,5 | 8 013 |
| Variation 5 | 7 950 | 43,3 | 7 630 |
5.5. Analyse ABAQUS
Dans cette section, le modèle de référence développé à la Section 5.4.1 a été reconstruit à l'aide du logiciel ABAQUS (version 2022) pour une analyse par éléments finis générique, et les résultats ont été comparés avec IDEA StatiCa. Le modèle CAO initial pour l'analyse par éléments finis a été généré à l'aide de la plateforme de visualisation d'IDEA StatiCa. Les 36 boulons et les deux lignes de soudure reliant l'ensemble de l'assemblage ont ensuite été ajoutés manuellement via l'interface CAO dans ABAQUS. Deux types de boulons ont été étudiés dans cette section, comme décrit à la Section 5.4.1. Pour le boulon de type appui, la charge verticale de 46 kips et le moment correspondant de 8 430 kips-in. (autour de l'axe Y) ont été appliqués à un point de référence défini (c'est-à-dire RF1) à l'axe du poteau comme indiqué à la Figure 5.23. Pour le boulon de type friction, la charge verticale de 26,7 kips et le moment correspondant de 4 900 kips-in. (autour de l'axe Y) ont été appliqués au même point de référence (c'est-à-dire RF1). La longueur analytique du poteau dans IDEA StatiCa est de 190 po. Par conséquent, pour reproduire la longueur identique du poteau dans ABAQUS, deux autres points de référence (c'est-à-dire RF2 et RF3) ont été introduits à 95 po du centre du poteau le long de l'axe Z dans les deux directions (voir Figure 5.23). Ces deux points de référence ont été bloqués dans toutes les directions et ont été connectés aux faces supérieure et inférieure du poteau à l'aide du module de construction de connecteurs dans ABAQUS. À noter que pour simuler le boulon à friction dans IDEA StatiCa, une charge de précontrainte a été appliquée dans le modèle ABAQUS le long de l'axe de la tige de chaque boulon. Dans ABAQUS, la taille des éléments a été choisie entre 0,1 et 0,3 po après une analyse de sensibilité au maillage de routine, et un total de 387 893 éléments ont été générés dans le modèle. L'élément solide 3D à 8 nœuds avec intégration réduite (c'est-à-dire C3D8R) a été sélectionné comme type d'élément. La contrainte de liaison a été appliquée entre les deux lignes de soudure et les pièces assemblées. Le comportement matériel a été modélisé en utilisant une plasticité bilinéaire dans ABAQUS. Les autres paramètres, notamment la densité, le module d'élasticité et le coefficient de Poisson, ont été tirés de la bibliothèque de matériaux d'IDEA StatiCa, mise à jour conformément aux certificats d'usine (voir Tableau 5.2). La simulation numérique a été réalisée sur 16 processeurs (16 vCPU et 64 Go de RAM) et a nécessité environ 210 minutes. La Figure 5.24 compare la contrainte de von Mises prédite entre IDEA StatiCa et ABAQUS pour les deux scénarios de type de boulon.
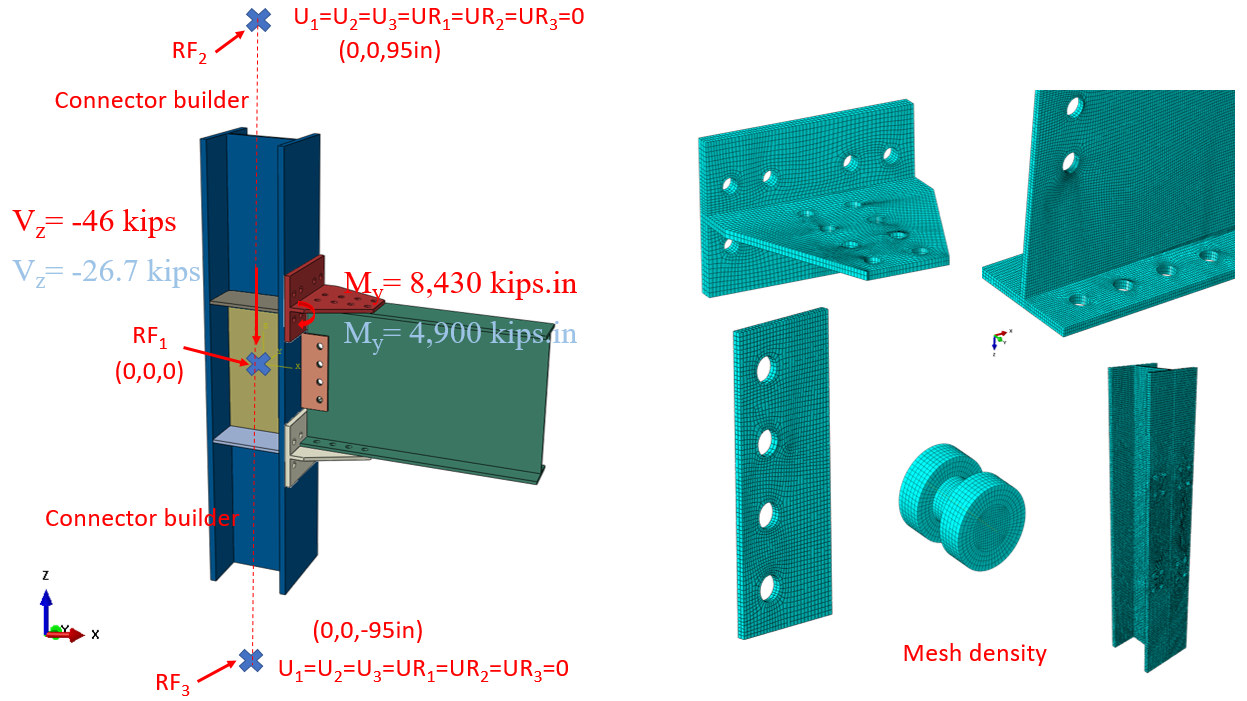
Figure 5.23 : Configuration du modèle et densité du maillage dans ABAQUS
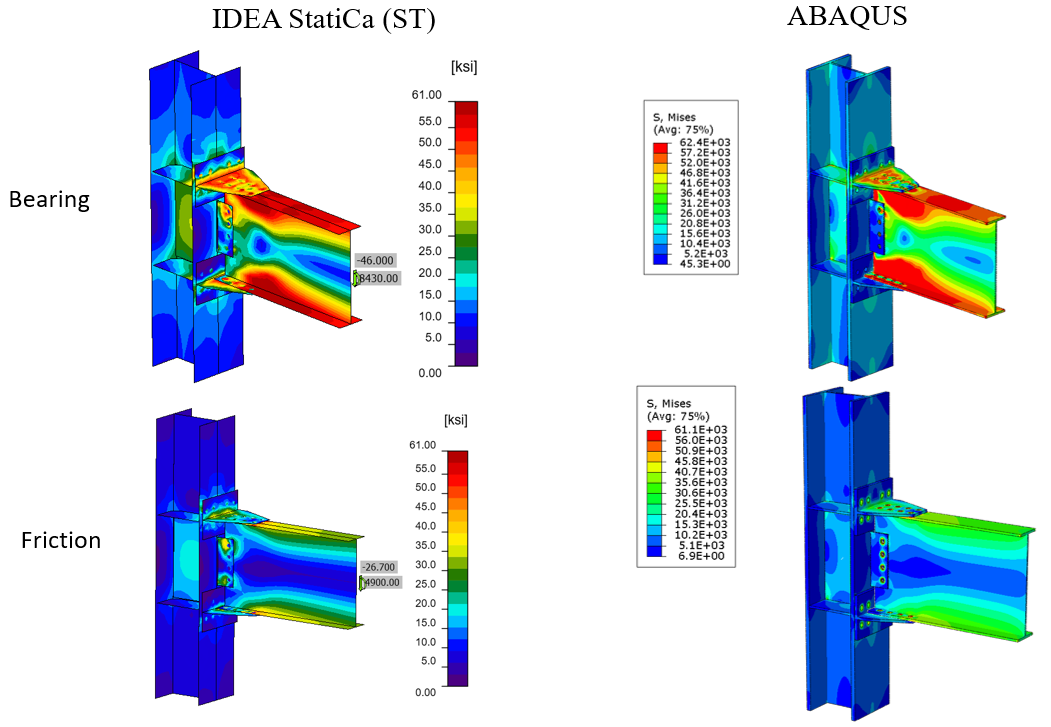
Figure 5.24 : Comparaison de la contrainte de von Mises calculée entre les modèles IDEA StatiCa et ABAQUS ; rangée supérieure) hypothèse de boulons d'appui, rangée inférieure) hypothèse de boulons à friction
La contrainte maximale prédite dans IDEA StatiCa pour les boulons de type appui était de 62,4 ksi sur l'aile supérieure de la poutre (à noter que la légende d'IDEA StatiCa affiche les données de calcul), tandis que le modèle ABAQUS montre une contrainte similaire au même emplacement. La contrainte maximale prédite dans IDEA StatiCa pour les boulons de type friction était de 61 ksi sur l'aile supérieure de la poutre, tandis que le modèle ABAQUS indique une contrainte de 61,1 ksi au même emplacement. La légère différence de distribution des contraintes est probablement due à la prise en compte de la longueur du poteau dans ABAQUS et à la manière dont les conditions aux limites ont été appliquées, à l'utilisation d'un maillage plus fin dans l'analyse par éléments finis, et au modèle CAO simplifié dans IDEA StatiCa. À noter que les auteurs ont également étudié l'effet potentiel du comportement de friction des boulons sur les résultats dans le modèle ABAQUS en faisant varier le coefficient de friction de 0,3 à sans friction ; cependant, les résultats n'étaient pas sensibles à ce paramètre.
La déformation plastique maximale calculée dans IDEA StatiCa et ABAQUS pour le boulon de type appui était de 6,3 % pour les deux modèles (c'est-à-dire sur l'aile supérieure de la poutre comme indiqué à la Figure 5.25). De plus, la zone de déformation plastique prédite par IDEA StatiCa était cohérente avec la carte de plastification calculée dans ABAQUS (c'est-à-dire la rangée inférieure de la Figure 5.25).
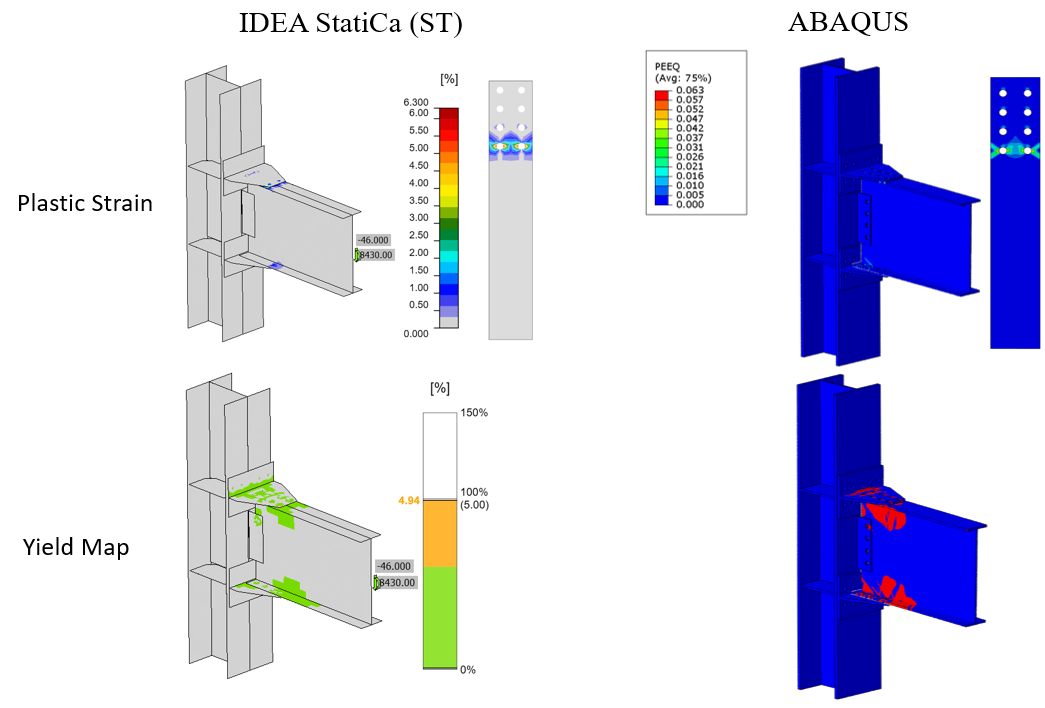
Figure 5.25 : Boulons de type appui : Rangée supérieure) Comparaison de la déformation plastique calculée entre IDEA StatiCa et le modèle ABAQUS ; rangée inférieure) comparaison de la carte de plastification entre IDEA StatiCa et le modèle ABAQUS
La déformation plastique maximale calculée dans IDEA StatiCa et ABAQUS pour les boulons de type friction était respectivement de 0,1 % et 0,17 % (c'est-à-dire les deux sur l'aile supérieure de la poutre autour des trous de boulons avant comme indiqué à la Figure 5.26). De plus, la zone de déformation plastique prédite par IDEA StatiCa était cohérente avec la carte de plastification calculée dans ABAQUS (c'est-à-dire la rangée inférieure de la Figure 5.26).
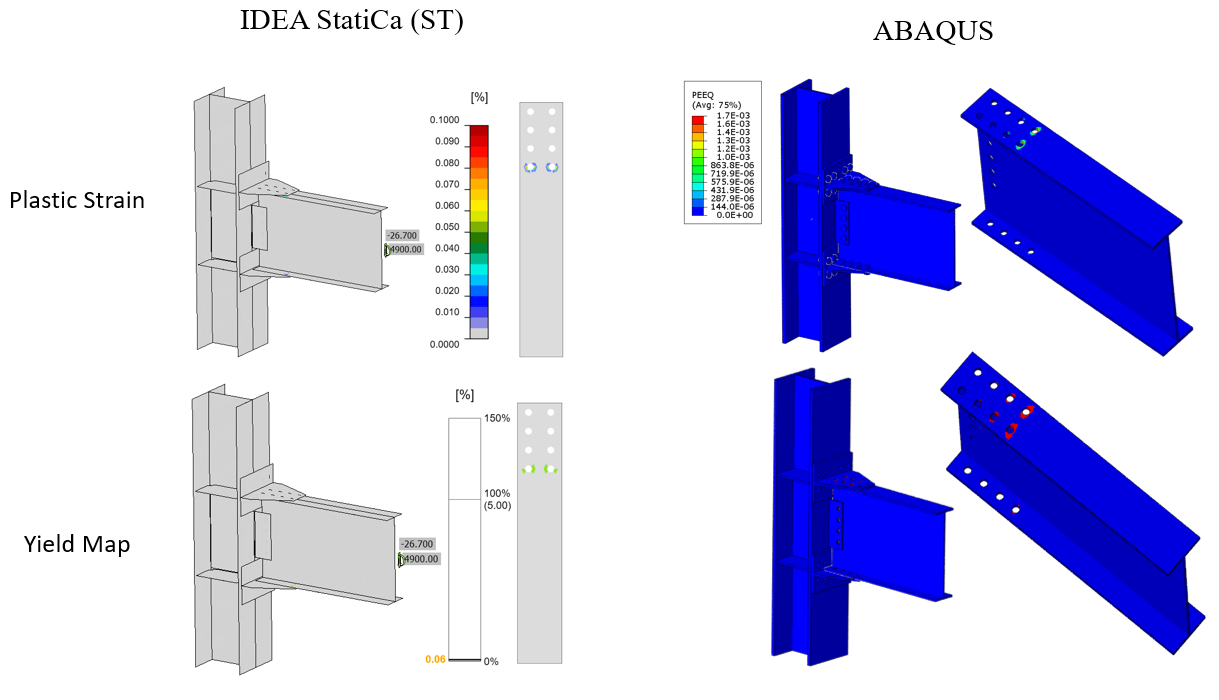
Figure 5.26 : Boulons de type friction : Rangée supérieure) Comparaison de la déformation plastique calculée entre IDEA StatiCa et le modèle ABAQUS ; Rangée inférieure) Comparaison de la carte de plastification entre IDEA StatiCa et le modèle ABAQUS
La Figure 5.27 présente la comparaison de la courbe moment-rotation entre les deux logiciels par rapport à l'axe du poteau pour les deux types de boulons étudiés dans cette section. À noter que dans la Figure 5.27, pour obtenir la rotation totale par IDEA StatiCa (représentée par la ligne orange en pointillés), la rotation linéaire de la poutre à l'axe du poteau a été calculée avec SAP2000, puis ajoutée à la courbe de rotation plastique par défaut fournie par IDEA StatiCa (représentée par la ligne orange continue). Les deux modèles offrent des estimations de rigidité initiale comparables. La légère divergence pourrait être associée à la différence dans les types d'éléments (c'est-à-dire élément solide dans ABAQUS par rapport à élément coque dans IDEA StatiCa) et à l'utilisation de la contrainte de liaison dans ABAQUS pour représenter les soudures.
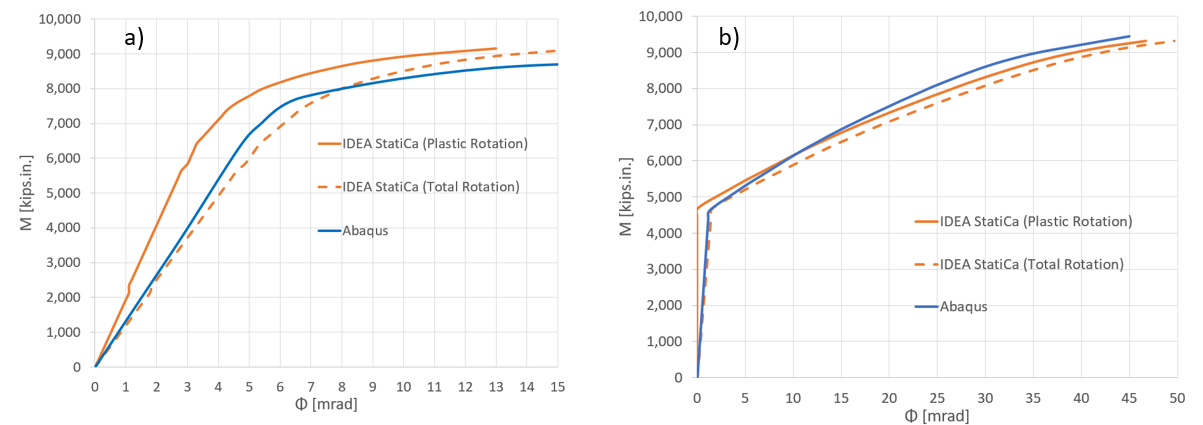
Figure 5.27 : Comparaison moment-rotation entre IDEA StatiCa et ABAQUS pour a) boulons de type appui, b) boulons de type friction
5.6 Résumé et comparaison des résultats
Six assemblages à moment double-tee issus d'une campagne expérimentale ont été étudiés à l'aide d'IDEA StatiCa et en suivant la procédure de calcul AISC. Deux modèles différents ont été créés pour le modèle de référence afin d'étudier les effets de l'utilisation de boulons de type appui et de type friction sur la capacité en moment et la courbe moment-rotation. Étant donné que la différence entre les propriétés matérielles des certificats d'usine et des essais sur éprouvettes était relativement élevée pour la variation 1 et la variation 2, deux modèles IDEA StatiCa différents ont été développés pour chacune d'elles. Les propriétés matérielles des certificats d'usine ont été utilisées pour les autres spécimens. De plus, pour le modèle de référence, les relations moment-rotation calculées à l'aide d'IDEA StatiCa pour chaque type de boulon ont été comparées à celles des modèles ABAQUS équivalents.
Pour l'essai du modèle de référence, le mode de rupture a été rapporté comme un flambement local de la poutre. D'après le chargement incrémental de l'analyse IDEA StatiCa, il a été observé que le modèle utilisant des boulons à friction a rompu en raison d'une résistance au glissement des boulons insuffisante, tandis que la rupture s'est produite sur l'aile de la poutre dans le modèle constitué de boulons d'appui. Les calculs de conception AISC montrent que la résistance au moment plastique de la poutre était l'état limite déterminant. Étant donné que l'AISC 341 permet de concevoir des assemblages à moment incluant des boulons à contrôle de tension sur la base de leur capacité de résistance à l'appui, on peut conclure qu'il existe un bon accord sur le mode de rupture du modèle de référence entre les observations des essais, l'analyse IDEA StatiCa et la procédure de conception AISC. De plus, les courbes moment-rotation obtenues des deux modèles IDEA StatiCa et celle fournie dans le rapport d'essai sont comparées à la Figure 5.28. On peut constater que la relation moment-rotation du spécimen double-tee avec des boulons à haute résistance A490 à contrôle de tension se situe entre les courbes calculées à partir des modèles IDEA StatiCa développés respectivement avec des boulons d'appui et des boulons à friction. De plus, l'analyse de conception en capacité effectuée pour le modèle de référence a montré que la cornière en T et la platine d'âme ne disposaient pas d'une résistance suffisante. De même, les deux éléments ne satisfaisaient pas les vérifications normatives AISC.
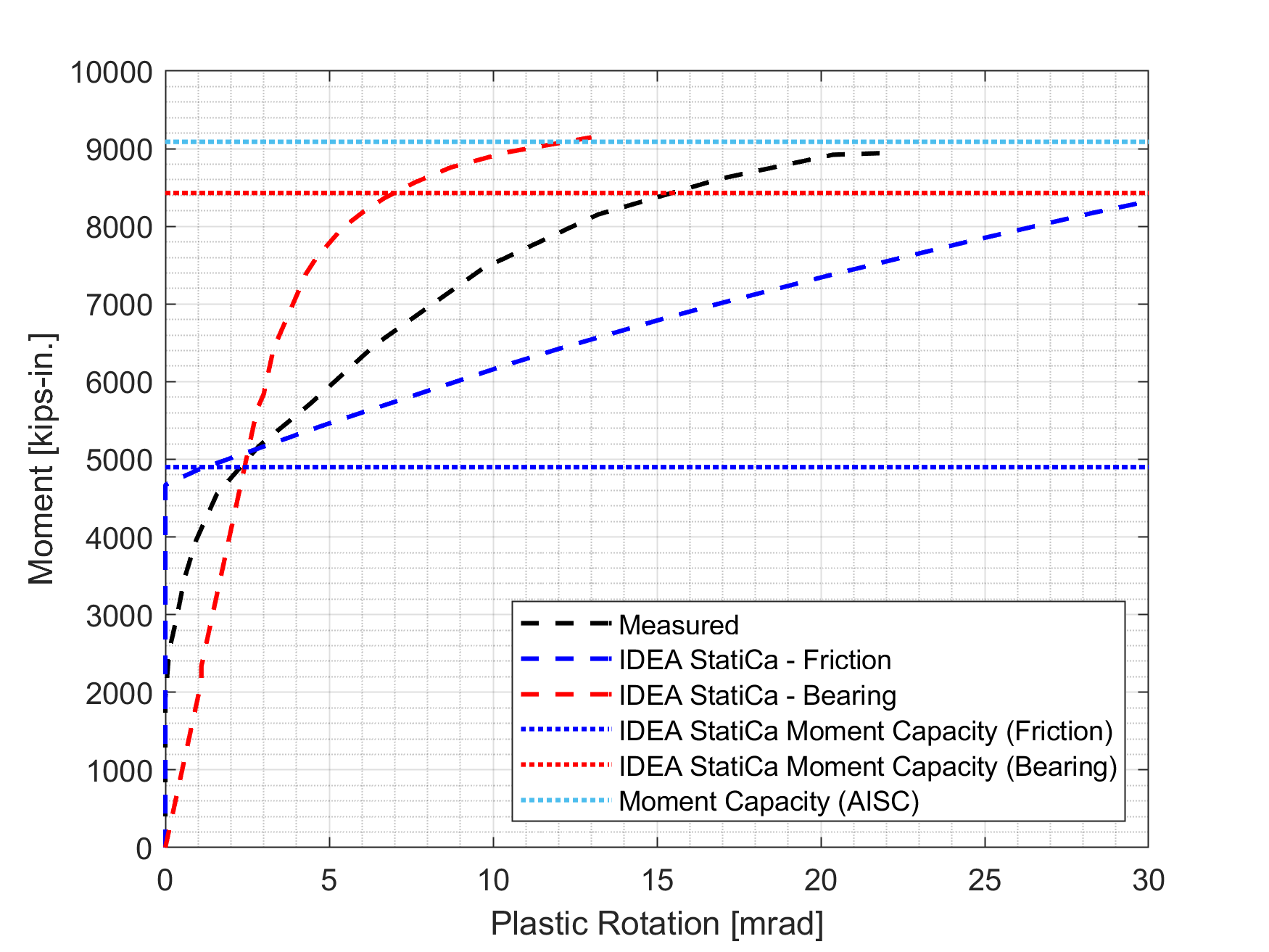
Figure 5.28 : Comparaison moment-rotation
La variation 1 a rompu en raison de la fracture de la section nette de la cornière en T lors de l'essai. Il a été observé d'après les calculs de conception AISC que l'état limite déterminant était l'arrachement par blocs de l'âme en T lorsque les propriétés matérielles des certificats d'usine étaient utilisées, tandis que l'état limite déterminant devenait la plastification de la section brute de l'âme lorsque les propriétés matérielles issues des essais sur éprouvettes étaient utilisées pour les cornières en T. De même, l'analyse IDEA StatiCa effectuée pour les deux cas a montré que la résistance insuffisante de la cornière en T était le mode de rupture du spécimen.
Les observations expérimentales de la variation 2 étaient similaires à celles de la variation 1. Le mode de rupture a été rapporté comme une fracture de la section nette de la cornière en T. En suivant la procédure de conception AISC, l'état limite déterminant a été identifié comme la résistance à l'arrachement par blocs de la cornière en T lorsque les propriétés matérielles des certificats d'usine étaient introduites pour tous les éléments. Pour le cas où les propriétés matérielles issues des essais sur éprouvettes étaient utilisées pour la cornière en T, la plastification de la section brute de l'âme a été calculée comme l'état limite déterminant. D'après les deux analyses IDEA StatiCa, il a été observé que la rupture s'est produite dans la cornière en T avec 5,0 % de déformation plastique.
Pour la variation 3, la variation 4 et la variation 5, le mode de rupture observé lors des essais, selon la procédure de conception AISC et les analyses IDEA StatiCa, était la rupture de la poutre. Étant donné que le flambement local s'est produit lors des charges cycliques, aucune capacité de résistance clairement définie n'a pu être capturée à partir de l'expérience. Bien que les spécimens satisfassent les exigences de flambement (voir Annexes I et J), la raison pour laquelle le flambement local s'est produit lors des expériences peut être attribuée aux propriétés matérielles mesurées inexactes fournies dans le rapport d'essai. Les capacités en moment calculées à l'aide d'IDEA StatiCa et en suivant la procédure de conception AISC, ainsi que les valeurs de moment maximales atteintes lors des expériences, sont représentées à la Figure 5.29.
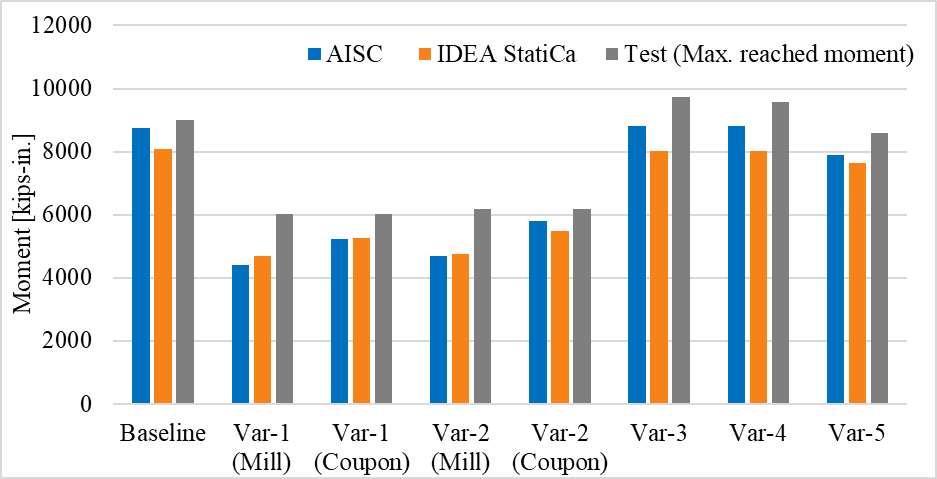
Figure 5.29 : Capacité en moment calculée par IDEA StatiCa et la procédure AISC
Lire l'étude complète sur les assemblages préqualifiés !
Références
Leon, R. T. (1999). Tests on T-stub connections-SAC phase II-Subtask 7.03. Georgia Institute of Technology.
Smallidge, J. M. (1999). Behavior of bolted beam-to-column T-stub connections under cyclic loading, Ph.D. Thesis, Georgia Institute of Technology, Atlanta, GA.
Swanson, J.A. (1999). Characterization of the Strength, Stiffness, and Ductility Behavior of
T-stub Connections, Ph.D. Thesis, Georgia Institute of Technology, Atlanta, GA.
AISC 358 (2016), « Prequalified Connections for Special and Intermediate Steel Moment Frames for Seismic Applications, including Supplement No. 1, » American Institute of Steel Construction ANSI/AISC 358-16, Chicago, Illinois.
AISC 360 (2016), « Specification for Structural Steel Buildings, » American Institute of Steel Construction ANSI/AISC 360-16, Chicago, Illinois.
AISC 341 (2016), « Seismic Provisions for Structural Steel Buildings, » American Institute of Steel Construction ANSI/AISC 341-16, Chicago, Illinois.
AISC Manual (2017), « Steel Construction Manual, » American Institute of Steel Construction, Chicago, Illinois.